16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 346 |
Published by VMT at Mar 05 2022
346 |
Published by VMT at Mar 05 2022





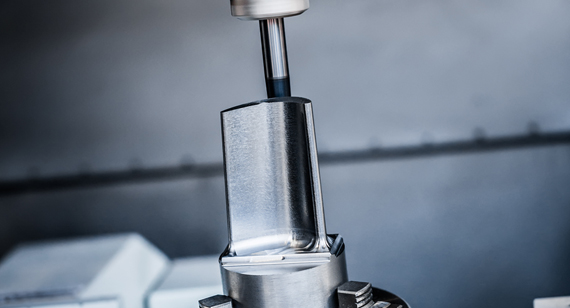
In the process of CNC machining parts, we should also choose the correct operation method reasonably according to the specific CNC machining parts accuracy and process requirements and specific CNC machining conditions, so as to ensure the accuracy of CNC machining parts. The accuracy of the machining center affects the quality of CNC machining. VMT will consider the following aspects: the selection of the machine tool, the selection of the tool holder, the selection of the tool, the CNC machining plan, the program generation, the operator's requirements, etc., in order to ensure the CNC parts When machining, the machining accuracy will not be a problem.
1. The workpiece size is accurate and the surface finish is poor
Causes of failure: The tool tip is damaged and not sharp; the machine tool resonates and the placement is not stable; the CNC machining machine has a crawling phenomenon; the CNC machining process is not good.
Solution: If the tool is not sharp after being worn or damaged, re-sharpen the tool or choose a better tool to re-calibrate the tool; the CNC machine tool resonates or the placement is not stable, adjust the level, lay the foundation, and fix it smoothly; the reason for the machine crawling Because the guide rail of the carriage is severely worn and the ball of the screw is worn or loose, the CNC machine tool should pay attention to maintenance. After commuting to get off work, the wire should be cleaned and lubricating oil should be added in time to reduce friction; choose a coolant suitable for parts processing. In the case of process CNC machining requirements, try to choose a higher spindle speed.
2. CNC machining parts produce taper size head phenomenon
Cause of failure: The level of the CNC machine tool is not adjusted properly, one is high and the other is low, resulting in unstable placement; when turning the long axis, the contribution material is relatively hard, and the tool eats the knife deeply, resulting in the phenomenon of letting the knife; the tailstock thimble is different from the spindle Heart.
Solution: Use a spirit level to adjust the level of the CNC machine tool, lay a solid foundation, and fix the CNC machine tool to improve its toughness; choose a reasonable CNC machining process and appropriate cutting feed to avoid the force on the tool and let the knife; adjust the tail seat.

3. The size of CNC machined parts differs by a few millimeters from the actual size, or there is a great change in a certain axis
Causes of failure: The speed of rapid positioning is too fast, and the drive and motor cannot respond; after long-term friction loss, the mechanical carriage screw and bearing are too tight and stuck; the tool holder is too loose after tool change and cannot be locked tightly; edited program Error, the head and tail do not respond or the tool compensation is not canceled; the electronic gear ratio or step angle of the system is set incorrectly.
Solution: If the fast positioning speed is too fast, adjust the speed of the GO appropriately, and the cutting acceleration and deceleration speed and time make the drive and motor work normally under the rated operating frequency; after the machine tool wears, the carriage and the screw crane bearing are too tight If it is stuck, it must be re-adjusted and repaired;
If the tool holder is too loose after changing the tool, check whether the reversal time of the tool holder is satisfied, check whether the turbine worm inside the tool holder is worn, whether the gap is too large, whether the installation is too loose, etc.; if it is caused by the program, the program must be modified. Improve according to the requirements of CNC machining parts drawings, select a reasonable CNC machining process, and write correct programs according to the instructions of the manual;
If it is found that the dimensional deviation is too large, check whether the system parameters are set properly, especially whether the parameters such as electronic gear and step angle are damaged. This phenomenon can be measured by playing a dial indicator.
4. The effect of CNC machining arc is not ideal, and the size is not in place
Causes of failure: The overlapping of vibration frequencies causes resonance; CNC machining technology; unreasonable parameter settings, excessive feed speed, and out-of-step arc CNC machining; looseness caused by large screw clearance or out-of-step caused by too tight screw; Timing belt is worn.
Solution: find out the parts that generate resonance, change their frequency to avoid resonance; consider the processing technology of CNC machined parts and materials, and compile programs reasonably; for stepper motors, the CNC machining rate F cannot be set too large; whether the machine tool is installed firmly, place it Stable, whether the carriage is too tight after wear, the gap increases or the tool holder is loose, etc.; replace the timing belt.

6. There are changes in one process of CNC machining parts, and the dimensions of other processes are accurate
Fault reason: whether the parameters of this section of the program are reasonable, whether they are within the predetermined trajectory, and whether the programming format meets the requirements of the manual.
Solution: If there are random teeth in the thread block and the pitch is wrong, then immediately think of the peripheral configuration (encoder) of the CNC machining thread and the objective factors of this function.
8. Each process of CNC machining parts has the phenomenon of increasing or decreasing
Causes of failure: programming errors; unreasonable system parameter settings; improper configuration settings; mechanical transmission components change regularly and periodically.
Solution: Check whether the instructions used in the program are executed according to the required trajectory specified in the manual. You can judge by playing the dial indicator. Position the dial indicator at the starting point of the program and let the carriage return to the starting position after the program ends, and then repeat the execution. Even if you observe its results, grasp its laws;
Check whether the system parameters are set reasonably or are considered to be changed; whether the relevant machine tool configuration meets the requirements in the connection calculation and coupling parameters, and whether the pulse equivalent is accurate; check whether the transmission part of the machine tool is damaged, whether the gear coupling is uniform, and whether there is periodicity , Regular failure phenomenon, if there is any, check its key parts and give exclusion.
9. Unstable dimensional changes caused by the system
Causes of failure: unreasonable setting of system parameters; unstable working voltage; external interference caused by the system, causing the system to lose synchronization; capacitors have been added, but the impedance between the system and the driver does not match, resulting in loss of useful signals; the signal between the system and the driver is lost Abnormal transmission; system corruption or internal failure.
Solution: Whether the speed and acceleration time are too large, whether the spindle speed and cutting speed are reasonable, and whether the operator's parameter modification causes the system performance to change; Add anti-interference absorbing capacitor;
Select the appropriate capacitor type; check whether the signal connection line between the system and the driver is shielded, whether the connection is reliable, check whether the system pulse signal is lost or increased; send it to the factory for repair or replace the main board.

10. What should I do if the displacement of CNC machining parts affects the accuracy?
Cause of failure: When processing the above CNC machining parts on a three-axis CNC machining center, there are sometimes problems such as movement of the internal structure of the workpiece to be processed, excessive dimensional accuracy, etc. The cause of such problems is often the low accuracy of secondary clamping Caused.
solution:
1) Leverage dial method
The lever dial indicator method is to suck the lever dial indicator on the main shaft of the CNC machining center, so that the indicator is in a nearly horizontal position, and then lower the indicator to the precise reference plane to be corrected, and then pass the pulse hand of the CNC machining system. The wheel moves the worktable, and at the same time rotates the main shaft by hand, so that the dial indicator is pressed to the fine reference plane and shows the maximum value, and the CNC machining parts are adjusted. At the same time, the relative coordinate values of the relevant directions of the CNC system of the CNC machining center are cleared.
2) Pad method
The chock method requires the use of auxiliary tools such as standard chocks to translate out of the fine datum of the workpiece. Put a standard spacer between the tool setter and the workpiece, install a photoelectric edge finder on the spindle of the CNC machining center, rotate the spindle at low speed, the photoelectric edge finder directly touches the left and right spacers, and the difference is the error value. The CNC machined parts can be adjusted according to this difference. However, due to the gap between the spacer and the CNC machined parts, this method is not as accurate as using a lever dial indicator.
The above is about the solutions to the failure problems of machining accuracy when CNC machining parts. There are a total of 10 problems. VMT will explain it here. I hope it will help you. VMT has long been committed to high-precision CNC machining of metal parts. Aluminum, copper, stainless steel and composite low-volume CNC machined parts manufacturing and custom CNC machined parts services, look forward to your contact.

 +86 15099911516
+86 15099911516



 Read more
Read more