16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 314 |
Published by VMT at Sep 07 2021
314 |
Published by VMT at Sep 07 2021





Titanium alloy refers to a variety of alloy metals made of titanium and other metals. In recent years, the research and development and production of titanium alloy materials have been mainly used in the aviation industry, national defense and military industries, and other industries. Among them, the application demand in the aviation industry is the largest, accounting for about 50%, mainly for the manufacture of aircraft and engines, so the titanium material market still has great potential. This article will talk about the development trend of titanium alloy cutting.
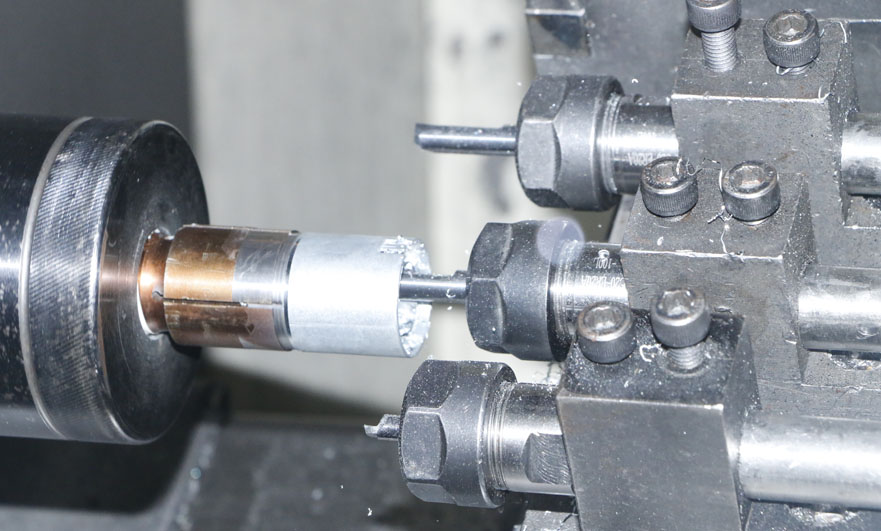
Titanium alloy high speed cutting
High-speed cutting can greatly improve processing efficiency and ensure the quality of titanium machined parts. The practice of high-speed slot milling and peripheral milling of titanium alloys proves that high-speed cutting can not only improve machining efficiency. It can also effectively improve the surface quality of titanium machined parts.
Titanium alloy high-speed cutting has the following advantages:
(1) The temperature rise is small, and the thermal deformation of the titanium machined parts is small. Although high-speed cutting produces a lot of heat, because the chips are cut away from the titanium machined parts at a fast speed, more than 90% of the cutting heat is taken away by the chips, and the heat transferred to the titanium machined parts is very small, and the workpiece accumulates very little heat. It is of great significance to reduce the thermal deformation of titanium machined parts.
(2) The cutting force is low. The high cutting speed makes the shear deformation zone narrower, the shear angle increases, the deformation coefficient decreases and the chip outflow speed is faster, so that the cutting deformation is reduced, and the cutting force is 30% ~ 90% lower than the conventional cutting force. It is especially suitable for Machining of titanium alloy parts for aviation with poor rigidity.
(3) The material removal rate is high, and the surface quality of the titanium machined parts is good. During high-speed cutting, the feed rate can be increased by 5 to 101 times as the cutting speed increases, so that the amount of material removed per unit time can be increased by 3} 5 times. In addition, as the cutting speed increases, the chips can be quickly cut away The workpiece, so the residual stress on the surface of the titanium machined part is very small. Due to the increase in the temperature of the cutting point, the height of the scales on the surface of the titanium machined parts will be significantly reduced or even disappear completely.
Titanium alloy high-speed cutting also faces many technical problems. The high speed causes the surface temperature of the titanium machined parts to rise sharply. Due to the poor thermal conductivity of the titanium alloy, if effective cooling measures are not taken, the titanium alloy and the elements in the air will chemically react to form a hardened layer. The high temperature ablation and the increase of cutting force caused sharp wear of the tool, which made the work unsustainable.
High-performance tools for cutting titanium alloys
The performance of PCD tools is very suitable for titanium machining parts:
(1) Good thermal conductivity. The thermal conductivity of diamond is 1.5-9 times that of cemented carbide. Due to the high thermal conductivity and thermal diffusivity, the cutting heat is easily dissipated from the tool, so the temperature in the cutting zone is low, which is of great significance for overcoming the poor thermal conductivity of titanium alloys.
(2) Lower thermal expansion coefficient. The thermal expansion coefficient of diamond is several times smaller than that of cemented carbide, which is about 1/10 of that of high-speed steel. At high temperatures, it can better ensure the processing quality of titanium alloy processed parts.
(3) Extremely high hardness and wear resistance. The durability of diamond tools when processing high-hardness materials is 10-100 times or even hundreds of times that of cemented carbide tools. Using diamond tools to cut titanium alloys can effectively extend the service life of the tools.
Green cutting of titanium alloy
Traditional titanium machining parts use a large amount of coolant, which increases the manufacturing cost of CNC machining, causes environmental pollution, and damages the health of workers. Green cutting can effectively solve all kinds of problems caused by cutting fluid. At present, the research on green machining at home and abroad mainly includes green cutting technology and green cooling technology.
Green cutting technologies include: dry cutting, quasi-dry cutting, low temperature cutting and green wet cutting.
Dry cutting can completely eliminate a series of negative effects caused by the use of cutting fluids. Due to friction, the temperature of titanium machined parts and tools increases, resulting in faster tool wear, titanium machined parts produce residual stress, and at the same time, tools and titanium machined parts will occur Thermal deformation reduces the surface quality, so it is not suitable for aerospace titanium processing.
Quasi-dry cutting is also called MQL (Minimal Quantity Lubrication) technology. It mixes and atomizes a very small amount of cutting oil with compressed air with a constant pressure and sprays it into the processing area to process the tool and titanium. Effective lubrication is carried out on the machining parts between parts. The use of lubricating fluid is very small, but the effect is very significant. It not only improves the efficiency of CNC machining, but also does not cause pollution to the environment. It is an effective way to cut titanium machined parts.
Green cooling technology is the key to achieving green processing, mainly including: liquid nitrogen cooling, steam cooling, low-temperature gas jet cooling and spray jet cooling.
Liquid nitrogen cooling uses liquid nitrogen to make the tool or cutting area of titanium machining parts in a low-temperature cooling state for cutting, which is currently the main low-temperature processing method. The difficulty in collecting chips during liquid ammonia cooling and the lack of lubrication of tools during pure gas cooling restrict the promotion of this cooling method. Some scholars have proposed low-temperature spray jet cooling processing of titanium alloys on the basis of this method. Low temperature spray jet cooling processing combines several elements such as low temperature, jet impact, full vaporization and the use of the greenest air.
Summarize
In order to better meet the increasing requirements of aerospace for titanium machined parts, there must be considerable progress in the cutting of titanium machined parts in my country. In accordance with the standards of China’s materials, CNC lathes and management methods, further strengthening the improvement of the processing line of titanium machined parts, the screening of main processing parameters, and the improvement of processing efficiency and product quality are to promote the titanium machined parts industry chain and aviation The main element of the future development of the aerospace industry production.

 +86 15099911516
+86 15099911516



 Read more
Read more