16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 312 |
Published by VMT at Jul 13 2022
312 |
Published by VMT at Jul 13 2022





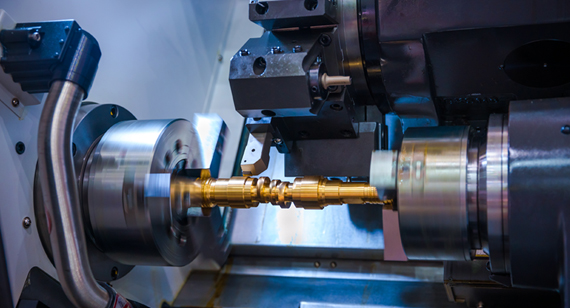
For the processing of brass precision parts machining with high surface quality and shape accuracy requirements, grinding should be carried out according to the precision CNC machining process to meet the quality requirements. However, the processing technology of ordinary parts cannot be replicated, not only can it not solve the problem of grinding debris clogging the grinding wheel. In addition, scratches will also appear on the machined surface of brass precision parts machining, resulting in a decrease in the quality of precision machining. For the workpiece, sagging is the main reason that affects the machining quality. Removing the sagging of the workpiece surface is a problem to be solved in the processing of brass precision parts machining. Major process issues.
The brass material itself is soft, and the hardness can be increased by heat treatment when using this material for brass precision parts machining processing. However, its cutting performance is still poor. Since the grinding dust blocks the pores of the grinding wheel when grinding brass precision parts machining, the grinding method is generally not used for the processing of brass precision parts machining, but the diamond turning (boring) method can be used. The shape accuracy and surface quality of brass precision parts machining are obtained by the tool nose movement trajectory. Due to the influence of cutting principles, it is difficult to meet the technical requirements of precision CNC machining parts with high machining accuracy.

What is Calendering?
Shown are deeper scratches with the same direction and uneven distribution on the workpiece surface, called Calendering. After the surface of the workpiece is drawn, the roughness increases, which affects the use of precision parts. How to solve the problem of wire drawing is also to solve the problem of processing brass precision parts machining. Handling is the most important thing.
To solve the Calendering problem of the workpiece, we must start with how to prevent hard particles from entering the grinding zone. In order to prevent hard particles from entering the grinding area and ensure the surface quality of brass precision machined parts, the following aspects should be improved:
1. Choosing a grinding wheel with a coarser particle size can make the micro-blade of the abrasive grains sharper and easier to cut, thereby reducing the grinding force of the grinding wheel when machining precision brass parts.
2. Choose a grinding wheel with moderate hardness. The hardness of the grinding wheel refers to the difficulty of the abrasive particles falling off under the action of external force. Machining brass parts with a medium hardness grinding wheel can prevent the abrasive particles from falling off during grinding.
3. Choose a grinding wheel with a looser structure. The structure is looser and the pores between the abrasive particles are larger! It can store more coolant, prevent grinding debris from clogging the grinding wheel, and has good heat dissipation performance.
4. Appropriately increase the flow of coolant, so that it has a good cleaning effect on the grinding wheel, preventing chips from clogging the pores of the grinding wheel and washing away debris. At the same time, the cooling effect is enhanced, the cutting heat of the workpiece is taken away in time, and the size of the workpiece is guaranteed to be stable.

 +86 15099911516
+86 15099911516



 Read more
Read more