16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 416 |
Published by VMT at Dec 20 2021
416 |
Published by VMT at Dec 20 2021





In the field of CNC machining, the problem of hitting a knife is a big headache. Device hitting a knife may seem like a trivial matter, but in reality it is a huge hazard. The CNC machining center is a high-speed and high-precision automatic precision CNC machining equipment. Once a tool hits, it will affect the efficiency of CNC machining, and the impact will cause the overall accuracy of the CNC machining center to decline, and even make the entire tool magazine a waste. Therefore, in our daily CNC machining process, we must pay attention to the problem of hitting the knife. Understanding the causes of knife collisions and preventing them in advance is an effective way to reduce the occurrence of knife collisions.
When the machine exceeds the limit, you should press the overshoot release button and move it in the opposite direction with your hand or hand to eliminate it. However, if the removal direction is reversed, the CNC machining machine will be damaged. Because when the overshoot is removed, the overshoot of the CNC machining machine cannot work, and the travel switch of the over travel protection is at the end of the travel. At this point, it may cause the job post to continue to move in the super-direction, and eventually the broken lead screw, causing damage to the CNC machine tool. The location of the specified runtime error. When the specified line is running, it usually starts from the cursor.
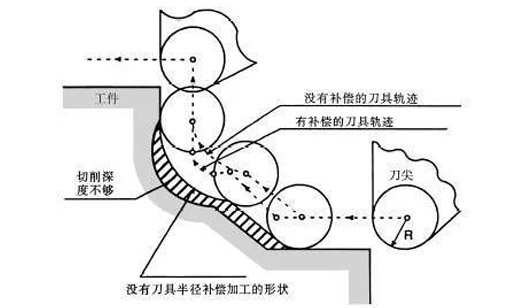
For CNC machining lathes, the tool offset value needs to be called. If the tool is not called, the tool that runs the program segment may not be a tool, and different tools may cause tool collisions. Of course, in the CNC machining center, CNC milling machine, the coordinate system must be called first, such as the tool length compensation G54. Because the length compensation value of each knife is different, if it is not called, it may cause the knife to hit.
Because the CNC machining center is locked by software, when simulating CNC machining, when the automatic operation button is pressed, it is not intuitive to see whether the CNC machining machine tool is locked or not in the simulation interface. There is often no tool setting during simulation. If the CNC machining machine is not locked and running, tool collision is very likely to occur. So before simulating CNC machining, you should go to the running interface to confirm whether the machine tool is locked. Forgot to turn off the dry run switch during CNC machining. In order to save time during program simulation, the dry run switch is often turned on.
Dry run means that all motion axes of the machine tool run at the speed of G00. If the dry run switch is not turned off during processing, the machine tool ignores the given feed rate and runs at the speed of G00, causing accidents of hitting the tool and hitting the machine tool. There is no reference point return after the dry run simulation. When verifying the program, the machine tool is locked and the tool is in simulation operation relative to the workpiece NC machining (absolute coordinates and relative coordinates are changing). At this time, the coordinates do not match the actual position. The method of returning to the reference point must be used to ensure The machine zero coordinate is consistent with the absolute and relative coordinates. If no problems are found after the program is checked, the CNC machining operation will be carried out, which will cause the collision of the tools. The direction of overtravel release is wrong.
Programming error
The NC machining process is arranged incorrectly, the process relationship is not considered, and the parameter setting is wrong.
For example: A. The coordinates are set to the bottom of zero, but the top is actually 0;
B. The safety height is too low, resulting in the tool not being able to lift the CNC machined parts completely;
C. The two opening ranges are smaller than the previous one;
In the D program, the path of the program is analyzed and checked;
Operator error
According to the statistics of the production line, most of the CNC machining centers are caused by the operator's operating errors. For example, during the tool setting process, the speed of the machine tool drive shaft is too fast, causing the tool to hit; for example, the coordinates of the machine axis Numerical input errors lead to tool collisions during the CNC machining of the spindle, which is the most common cause of tool collisions in CNC machining centers.
Therefore, improving the professionalism and sense of responsibility of CNC machining center operators is the best way to prevent the CNC machining center from hitting the knife, especially the sense of responsibility of the CNC machining center operators, which is an absolute culprit.
In fact, the professionalism of the operator can be cultivated, because the back and forth are the few commands and data. Anyone with relevant professional knowledge can master this skill in a short period of time, but the operator’s sense of responsibility is difficult. specification.
Clamping failure of CNC machining parts
The reason for the second machine tool collision is the clamping failure of the CNC machined parts. For example, the CNC machined zeros are loose during the CNC machining process, and the CNC machined parts will move due to the cutting force of the tool. This is very easy to cause at this time. Hit the knife, and it is also easy to cause the CNC machined parts to throw out of the fixture, and even break the door and window glass of the machine tool.
In addition, for many automatic CNC machining production lines, there may be clamping errors caused by inaccurate positioning of the CNC machined parts. For example, when the robot puts the CNC machined parts on the fixture, the placement position is deviated, which causes the CNC machined parts to be clamped. If it is not in place, if there is no corresponding workpiece in-position detection switch, then the tool may have a collision accident during the cutting process.
The program memo is wrong
For example: A. One-sided numbers are written in four cells;
B. Vise clamping convex distance or CNC machining parts distance marking wrong;
C. Tool length, remarks are missing or wrong, causing the tool to touch;
D. The procedure should be as detailed as possible;
E. The procedure should be based on the principle of "new and old for new": destroy the old procedure order.
Tool measurement error
For example: A. Tool data input does not consider the tool holder;
The knife is too short to hold it;
c. Use scientific measurement tools and use more accurate instruments as much as possible;
D. The length of this knife should be greater than the actual depth.

 +86 15099911516
+86 15099911516



 Read more
Read more