16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 1755 |
Published by VMT at Dec 10 2022
1755 |
Published by VMT at Dec 10 2022





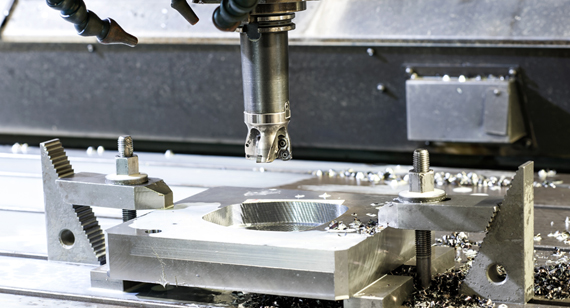
CNC machining error refers to the degree of deviation between the actual geometric parameters (geometric scale, geometric shape and mutual orientation) of the part after machining and the ideal geometric parameters. The degree of fit between the actual geometric parameters and the ideal geometric parameters after part processing is the machining accuracy. The smaller the machining error, the higher the fit and the higher the machining accuracy. CNC machining accuracy and machining error are two ways of saying the same thing. Therefore, the size of the machining error reflects the level of CNC machining accuracy.
The main reasons for CNC machining errors:
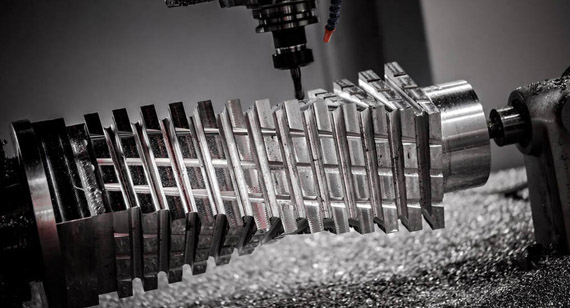
1. The geometric error of the tool
Any cutting tool will inevitably wear out during the cutting process, and this will cause changes in the size and shape of the workpiece. The impact of tool geometry errors on machining errors varies with tool types: when using a fixed-scale tool for machining, the tool manufacturing error will directly affect the CNC machining accuracy of the workpiece; for general tools (such as turning tools, etc.), its production Errors have no direct effect on machining errors.

2. Manufacturing errors of machine tools
Manufacturing errors of machine tools mainly include spindle reversal errors, guide rail errors and transmission chain errors.
Spindle reversal error refers to the amount of variation of the actual reversal axis of the spindle relative to its uniform reversal axis at each moment, which will directly affect the accuracy of the workpiece being processed. The main causes of the main shaft reversal error are the coaxiality error of the main shaft, the error of the bearing itself, the coaxiality error between the bearings, and the winding degree of the main shaft. The guide rail is the benchmark for confirming the relative orientation of each machine tool component on the machine tool, and it is also the benchmark for the movement of the machine tool. The manufacturing error of the guide rail itself, the uneven wear of the guide rail and the quality of the installation are important factors that cause the error of the guide rail. The error of the transmission chain refers to the error of the relative motion between the transmission elements at both ends of the transmission chain. It is caused by the production and installation errors of each component in the transmission chain, as well as the wear and tear during use.
3. The geometric error of the fixture
The effect of the fixture is to make the workpiece have the correct orientation equivalent to the tool and the machine tool, so the geometric error of the fixture has a great influence on the CNC machining error (especially the orientation error).

4. Positioning error
Positioning errors mainly include datum misalignment errors and positioning sub-production errors. When the CNC machining parts factory processes the workpiece on the machine tool, it must select some geometric elements on the workpiece as the positioning datum during processing. If the selected positioning datum and planning datum (used on the part drawing to If the benchmarks on which it is based) do not coincide, a benchmark misalignment error will occur.
The positioning surface of the workpiece and the positioning elements of the fixture together constitute the positioning pair. The large azimuth change of the workpiece caused by the inaccurate production of the positioning pair and the matching gap between the positioning pairs is called the positioning pair. The inaccurate error of positioning sub-production will only occur when the adjustment method is used for CNC machining, and will not occur in the trial cutting method.
5. Errors caused by force deformation of the process system
Workpiece stiffness: If the workpiece stiffness in the process system is relatively low compared to machine tools, tools, and fixtures, under the effect of cutting force, the deformation of the workpiece due to lack of stiffness will have a greater impact on CNC machining errors.
Tool stiffness: The rigidity of the outer turning tool in the normal (y) direction of the machining surface is very large, and its deformation can be ignored. When boring an inner hole with a small diameter, the rigidity of the tool bar is very poor, and the force deformation of the tool bar has a great influence on the machining accuracy of the hole.
Stiffness of machine tool components: Machine tool components are composed of many parts. So far, there is no suitable simple calculation method for the stiffness of machine tool components. At present, the stiffness of machine tool components is mainly determined by test methods. Factors affecting the stiffness of CNC machining parts include the influence of contact deformation of the joint surface, the influence of friction, the influence of low stiffness parts, and the influence of voids.
6. Errors caused by thermal deformation of the process system
The thermal deformation of the process system has a relatively large impact on processing errors, especially in precision CNC machining and large-scale processing, and processing errors caused by thermal deformation can sometimes account for 50% of the total error of the workpiece.

7. Adjust errors
In each process of the CNC machining parts factory, it is always necessary to adjust the process system in one way or another. Adjustment errors occur because the adjustment cannot be very precise. In the process system, the mutual orientation accuracy of the workpiece and the cutting tool on the machine tool is determined by adjusting guaranteed by machine tools, tools, fixtures or workpieces, etc. When the original accuracy of machine tools, cutting tools, fixtures and workpiece blanks all meet the process requirements without considering dynamic factors, adjustment errors play a decisive role in CNC machining errors.
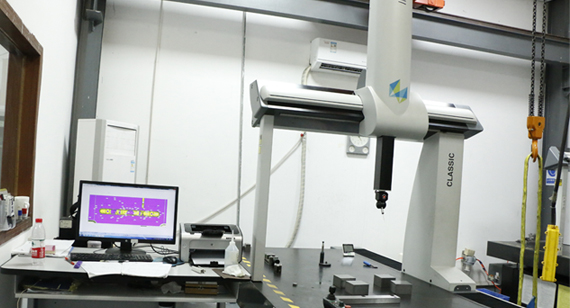
8. Measurement error
When the parts are measured during or after CNC machining, the measurement accuracy is directly affected by the measurement method, the accuracy of the measuring tool, the workpiece and the subjective and objective factors.
9. Internal stress
The stress that exists inside the part without the effect of external force is called internal stress. Once the internal stress occurs on the parts of the VMT CNC machining factory, the metal of the workpiece will be in a high-energy unstable state, and it will naturally transform to a low-energy stable state, accompanied by deformation, so that the workpiece loses its original state. Some CNC machining precision.
The above are the nine major errors that are most likely to occur in CNC machining, and I hope it will be helpful to you.

 +86 15099911516
+86 15099911516


 Read more
Read more