16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 509 |
Published by VMT at Dec 12 2022
509 |
Published by VMT at Dec 12 2022





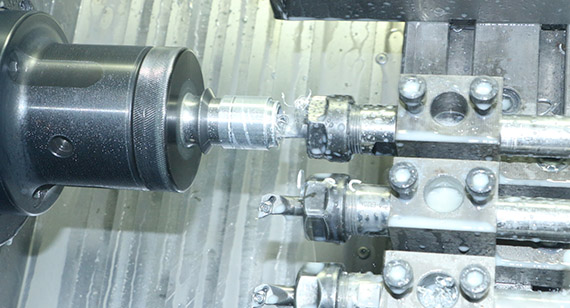
Mechanics Analysis of CNC Machining:
When the tool is CNC machining parts, a component force will occur in the radial direction. Therefore, when the force is applied, the cutter body will be deformed, and an error will be produced in the direction of the force, and there will be displacement. In this way, the processing depth will become smaller, the force will become smaller, the displacement will be smaller, and the cutter body will move toward the force. move in the opposite direction. In this way, the depth of cut becomes larger and larger, and the cutter body moves in the direction of the force again, and oscillation is formed after repeated repetitions.
In a word: The so-called vibrating tool means that the changing cutting force in the CNC machining process acts on the tool and the workpiece, resulting in vibrating tool.

There are three related causes of knife chatter:
1. The strength of the cutter body itself
The strength of the knife body itself: the thicker and shorter the knife body, the greater the strength, so shortening and thickening the knife body can solve the problem. If there is a requirement for the processing length, you should also pay attention to the following problems: the extension length of the steel knife rod should be controlled below 3 times the diameter, and the length of the heavy metal knife rod should be controlled below 5 times the diameter. If it is longer, you can use the shock absorber Arbor.

2. The size of the cutting force
Cutting force: The smaller the cutting force, the smaller the vibration. The problem of tool vibration can be solved by using a larger rake angle, a smaller cutting edge width, reducing feed, and reducing cutting force.
3. Strength of CNC machining parts
Another factor that affects the vibration is the vibration frequency. The vibration frequency is the same vibration frequency of the parts or tools or machine tools during the cutting process, and then resonance occurs.
How to deal with the vibration knife problem from the perspective of vibration frequency?
The machine tool is at this frequency, and the tool is at another frequency. The problem of the vibration frequency of CNC turning is basically caused by the machine tool and the workpiece, and there is no good way to solve it. The blade of the milling cutter has many teeth, and the tool itself generates a frequency, so if the milling cutter vibrates, you can try changing it to an unequal milling cutter, and the effect will be much better.
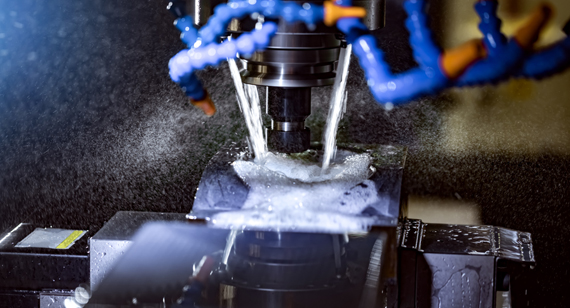
There is vibration in CNC machining, even if it is a small vibration, it will have a great impact on product quality and tool life. Dealing with vibrating cutters in CNC machining is cumbersome and involves many aspects, such as tools, machine , CNC parts clamping, programming, etc. What is the specific solution?
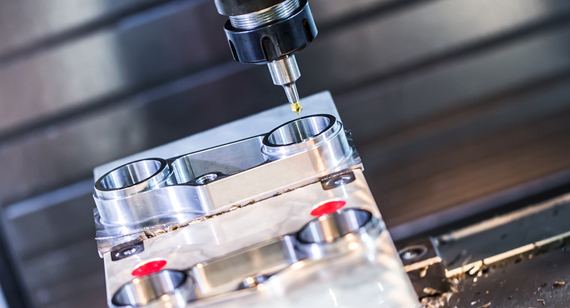
The easiest way is: adjust the CNC machining parameters.
When CNC machined parts, if there are vibration marks on the parts, the first thing that comes to mind is to adjust the cutting parameters, such as reducing the cutting line speed. This article mainly explains how to deal with the vibration problem in CNC milling from the perspective of the tool. When choosing a tool, it is necessary to dispose of the potential oscillation elements, which is more important than thinking about how to deal with oscillations in CNC machining.
1. If you can choose a thick tool holder, choose a thicker one, and if you can hang it as short as possible, you should make it as short as possible. After all, the thicker and shorter the tool, the greater the strength. This has the advantage of not only reducing the vibration during CNC milling, It has a significant effect on the life of the tool and the improvement of the power of CNC machining.
2. Leading angle: The leading angle determines the force direction of the tool. The larger the leading angle, the smaller the axial force and the greater the radial force.
3. Number of teeth: The number of teeth directly affects the size of the cutting force. The more teeth of the tool, the greater the cutting force.
In order to improve the efficiency of CNC machining, multi-tooth cutters should be selected as much as possible, with more teeth and larger feed. However, in unstable conditions, such as lack of rigidity of CNC parts, etc., in order to reduce the cutting force, try to choose a coarse-toothed tool.
The above are the analysis, causes and solutions of the vibrating tool in CNC machining, and I hope it will be helpful to you.

 +86 15099911516
+86 15099911516



 Read more
Read more