16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 334 |
Published by VMT at Nov 12 2022
334 |
Published by VMT at Nov 12 2022





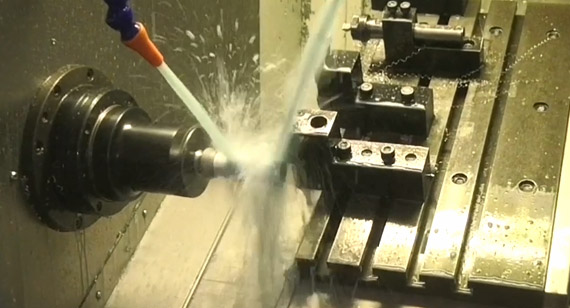
As the most common tool in hole machining, drill bits are widely used in CNC machining and manufacturing, especially for the processing of holes in parts such as cooling devices, tube sheets of power generation equipment, and steam generators. The application is particularly extensive and important. The following is a brief analysis of VMT, what kind of precision standard can the CNC machining factory achieve for deep holes drilling machining?
Deep hole drilling machining accuracy
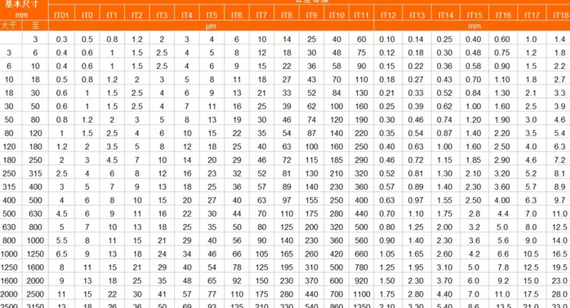
A basic method of deep hole drilling machining, drilling is often carried out on drilling machines and lathes, and can also be carried out on boring machines or milling machines. The machining accuracy of drilling is low, generally only reaching IT10, and the surface roughness is generally 12.5-6.3 μm. After drilling, reaming and reaming are often used for semi-finishing and finishing.
The accuracy of the hole is mainly composed of factors such as aperture size, position accuracy, coaxiality, roundness, surface roughness and orifice burr.
Factors affecting the accuracy of the deep hole drilling machining:
①The clamping accuracy and cutting conditions of the drill bit, such as tool holder, cutting speed, feed rate, cutting fluid, etc.;
②The size and shape of the drill bit, such as the length of the drill bit, the shape of the blade, the shape of the drill core, etc.;
③The shape of the workpiece, such as the shape of the side of the orifice, the shape of the orifice, the thickness, the state of the card, etc.

1. Reaming
The reaming is caused by the oscillation of the drill bit during processing. The swing of the tool holder has a great influence on the hole diameter and the positioning accuracy of the hole, so when the tool holder is seriously worn, a new tool holder should be replaced in time. When drilling small holes, it is difficult to measure and adjust the swing, so it is best to use a thick-shank small-diameter drill with better coaxiality between the blade and the shank. When machining with a regrind drill, the reason for the decrease in hole accuracy is mostly due to the asymmetry of the back shape. Controlling the edge height difference can effectively restrain the cutting and expanding of the hole.
2. The roundness of the hole
Due to the vibration of the drill bit, the drilled hole pattern is easy to be polygonal, and there are lines on the hole wall like a double line. Common polygon holes are mostly triangles or pentagons. The reason for the triangular hole is that the drill has two centers of rotation when drilling, and they vibrate at a frequency of every 600 exchanges. The main reason for the vibration is the unbalanced cutting resistance. Well, the resistance is unbalanced during the second turn of cutting, and the last vibration is repeated again, but the vibration phase is shifted to a certain extent, resulting in the appearance of double-line lines on the hole wall. When the drilling depth reaches a certain level, the friction between the edge surface of the drill bit and the hole wall increases, the vibration is attenuated, the reciprocating line disappears, and the roundness becomes better. This hole type is funnel-shaped when viewed from the longitudinal section. For the same reason, pentagonal and heptagonal holes may also appear in cutting. In order to eliminate this phenomenon, in addition to controlling the vibration of the chuck, the height difference of the cutting edge, and the asymmetry of the shape of the back and the blade, it is also necessary to improve the rigidity of the drill bit, increase the feed per revolution, reduce the clearance angle, and regrind. Chiseling and other measures.
3. Drill holes on inclined and curved surfaces
When the cutting surface or drilling surface of the drill bit is an inclined surface, a curved surface or a step, the positioning accuracy is poor. Because the drill bit is a radial one-sided cutting surface at this time, the tool life is reduced.
To improve the positioning accuracy, the following measures can be taken:
①Drill the center hole first;
② Mill the hole seat with an end mill;
③Choose a drill with good penetration and rigidity;
④ Decrease the feed rate.
4. Treatment of burrs
Deep hole drilling machining, burrs will appear at the entrance and exit of the hole, especially when machining tough materials and thin plates. The reason is that when the drill bit is about to drill through, the material to be processed is plastically deformed. At this time, the triangular part that should be cut by the edge of the drill bit near the outer edge is deformed and bent to the outside under the action of the axial cutting force, and is at the outer edge of the drill bit. Under the action of the chamfer and the edge of the land, it is further curled to form a curl or a burr.
The characteristics of deep hole drilling machining
The drill usually has two main cutting edges, and during CNC machining, the drill rotates while cutting. The rake angle of the drill bit increases from the center axis to the outer edge. The closer to the outer circle, the higher the cutting speed of the drill bit. The cutting speed decreases toward the center, and the cutting speed at the center of rotation of the drill bit is zero. The chisel edge of the drill is located near the center axis of rotation. The secondary rake angle of the chisel edge is large, there is no chip space, and the cutting speed is low, so it will generate a large axial resistance. If the chisel edge is ground into A type or C type in DIN1414, and the cutting edge near the central axis has a positive rake angle, the cutting resistance can be reduced and the cutting performance can be significantly improved.
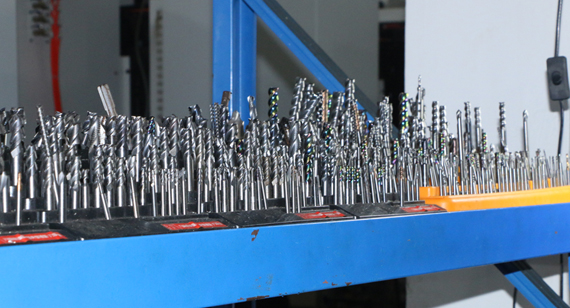
According to the workpiece shape, material, structure, function, etc., drills can be divided into many types, such as high-speed steel drills (twist drills, group drills, flat drills), solid carbide drills, indexable shallow hole drills, deep hole drills Drills, nesting drills and interchangeable-head drills, etc.
Chip breaking and chip removal
The cutting of the drill is carried out in a hole with a narrow space, and the chips must be discharged through the groove of the drill, so the shape of the chip has a great influence on the cutting performance of the drill. Common chip shapes include flake chips, tubular chips, needle chips, conical spiral chips, ribbon chips, fan chips, powder chips, etc.
The key to deep hole drilling machining--chip control
When the chip shape is not right, the following problems will arise:
①The fine chips block the edge groove, affect the drilling accuracy, reduce the life of the drill bit, and even break the drill bit (such as powder chips, fan-shaped chips, etc.);
②The long chips wrap around the drill bit, hindering the operation, causing the drill bit to be damaged or preventing the cutting fluid from entering the hole (such as spiral chips, ribbon chips, etc.).
How to solve the problem of improper chip shape:
①The effect of chip breaking and chip removal can be improved by increasing the feed rate, intermittent feeding, grinding the chisel edge, installing a chip breaker, etc. separately or in combination to eliminate the problems caused by chips.
②Professional chip breaking drill can be used for drilling. For example: the addition of a designed chip breaker in the groove of the drill bit breaks the chips into chips that are easier to remove. Chips are expelled smoothly along the grooves without clogging in the grooves. As a result, the new chip breaker achieves a much smoother cutting effect than conventional drills.
At the same time, the short iron filings make it easier for the coolant to flow to the drill tip, which further improves the heat dissipation and cutting performance during machining. And because the new chipbreaker penetrates the entire groove of the drill, it retains its shape and function after multiple regrinds. In addition to the above functional improvements, it is worth mentioning that the design strengthens the rigidity of the drill body and significantly increases the number of drill holes before a single grinding.
The conditions of deep hole drilling machining
There is a "Basic Cutting Quantity Reference Table" arranged according to the processing materials in the catalogue of general drill product catalogues. Users can refer to the cutting quantity provided by it to select the cutting conditions for drilling processing. Whether the selection of cutting conditions is appropriate should be comprehensively judged through trial cutting, according to CNC machining accuracy, CNC machining efficiency, drill life and other factors.
1. Drill life and processing efficiency
Under the premise of meeting the technical requirements of the workpiece to be processed, whether the drill is used properly should be comprehensively measured according to the service life of the drill and the efficiency of CNC machining. The evaluation index of the service life of the drill bit can be selected from the cutting distance; the evaluation index of the CNC machining efficiency can be selected from the feed speed.
For high-speed steel drills, the service life of the drill is greatly affected by the rotation speed, and is less affected by the feed per revolution, so the processing efficiency can be improved by increasing the feed per revolution, while ensuring a longer drill life. However, it should be noted that if the feed per revolution is too large, the chips will thicken, making it difficult to break the chips. Therefore, the range of the feed per revolution that can successfully break the chips must be determined by trial cutting.
For cemented carbide drills, the cutting edge has a large chamfer in the negative rake angle direction, and the optional range of feed per revolution is smaller than that of high-speed steel drills. If the feed per revolution exceeds this range during processing, the use of the drill will be reduced life. Since the heat resistance of the carbide drill is higher than that of the high-speed steel drill, the rotation speed has little effect on the life of the drill. Therefore, the method of increasing the rotation speed can be used to improve the processing efficiency of the carbide drill and ensure the life of the drill.
2. Rational use of cutting fluid
The cutting of the drill is carried out in a hole with a narrow space, so the type of cutting fluid and the injection method have a great influence on the life of the drill and the machining accuracy of the hole.
Cutting fluids can be divided into two categories: water-soluble and water-insoluble. The water-insoluble cutting fluid has good lubricity, wettability and anti-adhesion, and also has anti-rust effect. Water-soluble cutting fluid has better cooling, no smoke and no flammability. For the consideration of environmental protection, the use of water-soluble cutting fluid is relatively large in recent years.
However, if the dilution ratio of the water-soluble cutting fluid is improper or the cutting fluid deteriorates, the service life of the tool will be greatly shortened, so attention must be paid during use.
Whether it is water-soluble or non-water-soluble cutting fluid, the cutting fluid must fully reach the cutting point during use, and the flow rate, pressure, number of nozzles, and cooling method (internal cooling or external cooling) of the cutting fluid must be strictly controlled.
5. Re-sharpening the drill
1. Judgment of drill regrinding
The criterion for re-sharpening the drill bit is:
①The wear amount of cutting edge, chisel edge and land face;
②The dimensional accuracy and surface roughness of the machined hole;
③ The color and shape of the chips;
④ Cutting resistance (indirect values ??of spindle current, noise, vibration, etc.);
⑤ Quantity of CNC machining, etc.
In actual use, accurate and convenient discrimination criteria should be determined from the above indicators according to specific conditions. When the wear amount is used as the criterion, the best regrinding period with the best economy should be found.
Since the main sharpening parts are the back of the head and the chisel edge, if the wear amount of the drill bit is too large, the sharpening time will be long, the grinding amount will be large, and the number of regrinds will be reduced (total service life of the tool = tool life after regrinding × regrind) Regrinding times), it will shorten the total service life of the drill bit; when the dimensional accuracy of the machined hole is used as the criterion, a column gauge or a limit gauge should be used to check the cut expansion, non-straightness, etc. of the hole. Once the control value is exceeded, it should be immediately Re-sharpening; when cutting resistance is used as the judgment standard, methods such as immediate automatic shutdown can be used when the set limit value (such as spindle current) is exceeded; when the processing quantity limit management is adopted, the above judgment content should be combined to set the judgment standard.
2. Sharpening method of drill bit
When re-sharpening the drill, it is best to use a drill-sharpening special machine or a universal tool grinder, which is very important to ensure the service life and machining accuracy of the drill. If the original drill shape is in good processing condition, it can be reground according to the original drill shape; if the original drill shape is defective, the back shape can be appropriately improved and the chisel edge can be ground according to the purpose of use.
The following points should be noted when sharpening:
① Prevent overheating and reduce the hardness of the drill bit;
②The damage on the drill bit (especially the damage on the edge of the land) should be completely removed;
③The drill type should be symmetrical;
④Be careful not to bruise the cutting edge during sharpening, and remove the burrs after sharpening;
⑤ For cemented carbide drills, the sharpening shape has a great influence on the performance of the drill. The drill shape at the factory is the best drill shape obtained by scientific design and repeated tests. Therefore, the original edge shape should generally be maintained when re-sharpening.
The above is just a summary of the machining accuracy standards for deep hole drilling machining by the VMT CNC machining factory. If you want to know more about CNC machining, you can contact us: inquiry@vimetal.com.cn to negotiate with us.

 +86 15099911516
+86 15099911516



 Read more
Read more