16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 501 |
Published by VMT at Aug 21 2021
501 |
Published by VMT at Aug 21 2021





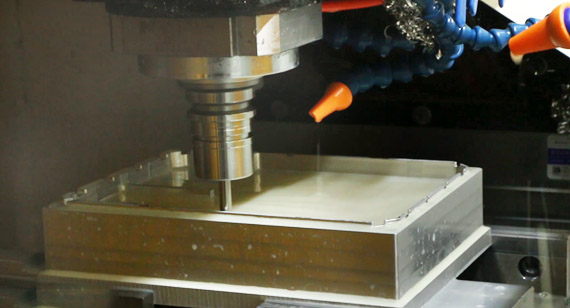
Tap: Tap, an alias for tap. Thread occupies a large proportion in mechanical machining, and tap is the most commonly used tool for processing internal threads. As a tool for machining internal threads, taps are slotted along the axial direction (extrusion taps also have or do not have grooves), also known as screw taps and wire taps.
Taps are divided into straight fluted taps, spiral fluted taps, spiral pointed taps and extrusion taps according to their shape. Straight flute taps are easy to CNC machining, with lower precision and large output. The correct selection of taps to machining internal threads can ensure the quality of threaded connections and increase the service life of the taps.
Some companies use imported taps. German manufacturers often label as ISO1 4H, ISO2 6H, ISO3 6G (international standard ISO1-3 is equivalent to national standard H1-3); cutting type manufactured by YAMAWA, Japanese tap standard P1, P2, P3, P4, extrusion tap standard G4P, G4B, G5P, G5B, G6P, G6B, G7P, G7B, G8B are manufactured in accordance with ISO2-6H and American-British system 2B, so the tap tolerance zone code and the tolerance zone that can be processed for internal threads are marked.
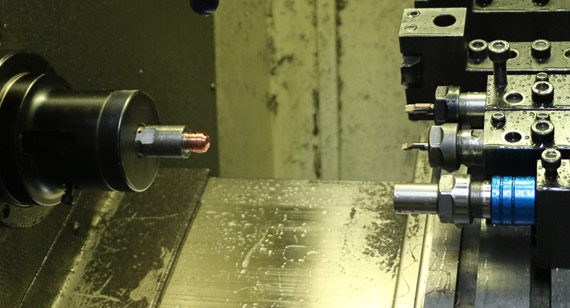
Distinguish from the characteristics of the taps, straight flute taps are easy to process, with low precision and large output. Generally used for thread processing of ordinary lathes, drilling machines, and tapping machines, and the cutting speed is slow. Spiral flute wire taps are often used to drill blind holes in CNC machining centers, with fast processing speed, high precision, good chip removal effect, and good neutrality.
Thread taps are mainly used for processing through holes. At present, the taps provided by tool factories are mostly coated taps, which greatly improves the service life and cutting performance of uncoated taps. The coating can be divided into Ti (titanium) coating, TiC (titanium carbide) coating, TiN (titanium nitride) coating and so on.
The purpose of the tap: It is used to process ordinary internal threads (ie tapping) on ??nuts or other CNC parts. Machine taps usually refer to high-speed steel grinding taps, which are suitable for tapping on machine tools; hand taps refer to carbon tool steel or alloy tool steel rolled (or incisor) taps, which are suitable for manual tapping.
Tap structure
The names of the main parts of the screw tap are: overall length, tooth length, shank length, tapping position, center top, center hole, tooth bottom diameter, effective diameter, outer diameter, blade surface, blade groove, groove diameter, blade back, and angle Length, shank diameter, square head thickness.
The representation method is:
d: outer diameter of external thread
D: bottom diameter of internal thread
d2D2: effective diameter
d1: bottom diameter of external thread
D1: inner diameter of internal thread
P: pitch
H: Peak height
H1: Top height association
Screw tapping tap classification
The shape of the screw tap is different due to the use of the mesh. JIS specifications stipulate manual reaming taps, nut taps, pipe taps, etc.
1.Equal diameter hand taps: general hand taps (SKH.SKS), cast iron hand taps, die casting hand taps, aluminum parts hand taps, plastic resin parts hand taps, High hardness steel hand taps, thread sheath hand taps, large size hand taps (SKH.SKS) tungsten carbide wire taps.
2.Nut tapping taps: Nut tapping taps (SKH.SKS)
3.Pipe tap taps: general pipe push-pull taps, short screw push-pull taps, cast iron push-pull taps, soft steel push-pull taps, push-pull intermittent taps for pipes, and parallel taps for general pipes.
4.Tip taps: generally use tip taps, modern taps for stainless steel, tip taps for deep holes, and bore taps
5.Spiral taps: generally use spiral taps, stainless steel spiral taps, high carbon steel spiral taps, deep hole spiral taps, left spiral taps
6.Non-slotted wire taps: non-slotted wire taps for steel, non-circular wire taps for steel, non-slotted wire taps for non-ferrous metals, non-circular taps for non-ferrous metals
7.Special shank taps: Morse push-pull taps, Periant taps, shank taps, pulley taps
8.Compound taps: A-shaped steel drill bit taps with drill bit, B-shaped steel drill bit taps, expanding taps, taps with reamer
9.Others: taps with increased diameter and types of taps.
Precautions when tapping taps
The eccentricity tolerance of tap shank and thread is specified in the JIS specification of tap amplitude: equal diameter hand hinge tap is 0.03 for level 1, 0.04 for level 2, and 0.2 for level 3; for nut taps, level 2 is 0.04, level 3 is 0.12; pipe thread Attack is level 2 0.04, level 3 0.2. This eccentricity is great. When cutting requires extra force, the internal thread will expand, and it is easy to break the tap or its cutting edge. It is important to choose a tap with high eccentricity accuracy.
Tapping parts
The cutting action of the wire tap depends on the feeding part. Sharp edges and durability have a great influence on the accuracy of the internal thread and the finish of the machined surface. It is very important to choose the length of the eating part when using it. Generally speaking, when the hole is permeable or impermeable, but the bottom of the screw hole is wide enough, the longer the performance, the better. When the tapping reaches the bottom of the hole, the component tapping or third tapping should be used. The standard tapping length and tapping taper are listed below according to the tap type.
The manual tap (1#) is 9 teeth long and has a taper of 4 degrees. The manual tap (2#) is 5 teeth long and has a taper of 7.5 degrees. The taper of the hand tap (3#) is 1.5 teeth and the taper is 24. For nut taps, the taper is 75% of the thread length and the taper is 1.5 degrees. The spiral tap has a tooth length of 2.5 and a taper of 15 degrees. The length of the tip tap is 4 teeth and the taper is 9.5 degrees.
Groove of wire tap
Like all kinds of tools, taps also have suitable cutting angles. The taps with ordinary cutting angles have good sharpness and improved surface, but the blade is damaged quickly, and the accuracy of the internal thread being cut is also prone to become unstable. Therefore, for soft materials that do not often damage the cutting edge, focus on the sharpness of the material being cut and increase the tap cutting angle.
However, for hard materials, the cutting angle is relatively high to prevent damage to the cutting edge. The groove shape of the tap has a spherical cut angle or a flat cut angle. This should be used as the cutting angle to be selected. The spherical cutting angle makes the sharpness good, while the plane cutting angle mainly improves the strength of the cutting edge. For this reason, in principle, the spherical cut angle is better for soft materials, and the plane cut angle is better for hard materials.
Thread relief of screw tap
Although the thread part of the screw tap has a guiding effect during tapping (the self-propelling effect of the tap), because of the material with poor machinability or the larger outer diameter of the tap, the frictional resistance between the tap and the internal thread during cutting is increased. The fusion of the internal thread constitutes the reason for the poor processing surface of the internal thread. For this reason, there is approximately a small gap from the edge of the threaded edge to the back of the blade, which is the thread gap.
Tap taps are used according to the structure and material of the machined parts. If you want to know more, please come to our VMT official website for consultation. Of course, you can also send an email to our company mailbox for project consultation, and we will answer your questions as soon as possible. Looking forward to your next project.

 +86 15099911516
+86 15099911516



 Read more
Read more