16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 633 |
Published by VMT at Dec 28 2022
633 |
Published by VMT at Dec 28 2022





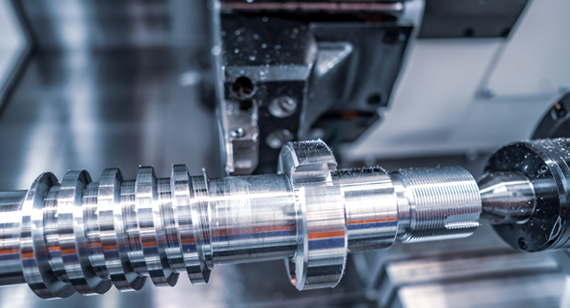
Stainless steel has good corrosion resistance, heat resistance, low temperature strength and comprehensive mechanical properties, and is widely used in food equipment, chemical equipment and atomic energy industrial equipment. This type of austenitic stainless steel has good resistance to intergranular corrosion, and has excellent corrosion resistance in many oxidizing acids (such as HNO3). It also has strong corrosion resistance in steam. The relative machinability Kr of AISI 304 austenitic stainless steel is about 0.4, which is a typical difficult-to-cut material.
Features of AISI 304 Stainless Steel Turning
The chemical composition of AISI 304 austenitic stainless steel is shown in Table 1. The cutting performance of AISI304 austenitic stainless steel is poor, mainly in the aspects of large cutting force, severe work hardening, high local temperature in the cutting area and easy adhesive wear of the tool.
Table 1 Chemical composition of AISI 304 stainless steel (wt%)
| chemical composition | C | Si | Mn | S | P | Cr | Ni |
| content | ≤0.08 | ≤1.00 | ≤2.00 | ≤0.030 | ≤0.045 | 18.0-20.0 | 8.0-10.5 |
1. High cutting force
Austenitic 304 stainless steel has low hardness ≤ Cr, Ni, Mn and other elements = 5, has 187 HbS and good plasticity (elongation after fracture) ≥ 40%, area ψ reduction ≥ 60%). The plastic deformation during cutting is large, and the strength can be maintained even at high temperatures (generally, the strength of steel decreases significantly when the cutting temperature rises). Under previous cutting conditions, the unit cutting force of austenitic 304 stainless steel is 2450mpa, which is more than 25% higher than that of 45 steel.
2. Hard work hardening
Austenitic 304 stainless steel is accompanied by obvious plastic deformation during processing, and the material lattice is severely deformed; at the same time, due to the stability defect of the austenite structure, the austenite part becomes martensite, and the impurities in the austenite During the cutting process, it is decomposed by heating to form a hardened layer on the surface, and the work hardening phenomenon is very obvious. After curing +B to 1500 MPa, the depth of the solidified layer is 0.1 to 0.3 mm.
3. The local temperature of the cutting area is high
Austenitic 304 stainless steel requires a large cutting force and is difficult to chip, so the operation by blade separation is also large. Under previous conditions, the cutting of stainless steel is about 50% higher than that of mild steel, generating more cutting heat. Austenitic stainless steels have poor thermal conductivity. The thermal conductivity of austenitic 304 stainless steel is 0.3~21.5 w/m.k, which is one-third of the thermal conductivity of 45 steel. Therefore, the temperature of the cutting area is higher (generally speaking, the heat generated by the blade during the cutting process accounts for more than 70% of the cutting heat). A large amount of cutting heat is concentrated on the cutting area and the surface of the cutting tool, and the heat transferred to the tool is as high as 20% (only 9% when cutting common carbon steel). Under the same cutting conditions, the cutting temperature of austenitic 304 stainless steel 200~300°C higher than 45 steel.
4. Tools are easy to stick and wear
Due to the high temperature strength and high work hardening of austenitic stainless steel, the cutting load is large, and the affinity of austenitic stainless steel with tools and inserts is greatly improved due to the affinity of austenitic stainless steel with tools during cutting, resulting in bonding and diffusion phenomena. The result of tool sticking and wear. In particular, hard inclusions are formed by a small piece of cemented carbide, which promotes tool wear and causes edge collapse, which greatly shortens the service life of the tool and affects the surface quality of CNC machined parts.
Choose a reasonable CNC turning process
Due to the poor machinability of AISI 304 austenitic stainless steel, in order to improve productivity and processing quality, it is necessary to select a suitable CNC turning process, including reasonable selection of cutting tool material, tool shape parameters, cutting parameters, and cooling materials.

1. Tool material
Correct selection of cutting tool material is of great significance to ensure efficient machining of austenitic stainless steel. According to the characteristics of AISI 304 stainless steel CNC turning machining, the analysis shows that the selected tool should have the characteristics of high strength and toughness, and at the same time have good wear resistance and heat resistance, and ensure that the affinity with stainless steel is small . At present, the most commonly used cutting tool materials are still cemented carbide and high-speed steel.
① Carbide
Due to the high cutting force and the short contact between the chip and the rake face of difficult-to-machine materials, the cutting force is mainly concentrated near the cutting edge, which is prone to chipping. Therefore, YG-type cemented carbide tools can be used for processing. YG type cemented carbide has good toughness, high wear resistance and red hardness, and good thermal conductivity. It is suitable for CNC machining austenitic stainless steel, such as YG3X, YG8, YW1, YW2A, YW3, etc., and its hardness is high. 74-82HRC, high wear resistance and heat resistance, up to 850-1000 °C; YG8N cutting tools can also be used, due to the addition of Nb, the cutting performance is 1-2 times higher than that of YG8, and it is used in rough machining and semi-finished products. Works well when finishing.
Various new and high-quality cemented carbides such as 813, 758, YM051 and YM052 can be selected according to the actual situation. Taking 813 as a typical example, this new type of alloy has good performance when cutting austenitic stainless steel. The essential reason is that this type of alloy has high hardness (≥91HRA) and strength (σb=1570MPa) It has good performance in terms of heat resistance and anti-adhesion, and at the same time has a dense structure and good wear resistance. When CNC turning AISI 304 stainless steel, the effect of using 813 carbide tools is excellent, and the service life is 2-3 times higher than that of ordinary carbide.
②High speed steel
High-speed steel cutting tools can effectively avoid the phenomenon that hard cutting tools are more easily damaged due to size, shape and structure of CNC turning stainless steel parts. Traditional high-speed steel tools (such as W18Cr4V) can no longer meet the current processing requirements in terms of durability, but new high-speed steels with superior cutting performance such as aluminum-containing high-speed steel (such as W6Mo5Cr4V2Al) and nitrogen-containing high-speed steel (such as W12Mo3Cr4V3N) can be used knives.
2. Tool geometric parameters
Reasonably determining the geometric parameters of the selected tool is an important factor to effectively improve the durability of the tool and the processing effect of AISI 304 stainless steel materials. Generally, the tool is required to have larger front and back angles and a sharp cutting edge.
① front angle
Under the premise of fully considering the strength of the tool, a larger rake angle γ0 should be selected as much as possible, which can reduce the cutting force and cutting temperature, and can effectively reduce the depth of the hardened layer. When turning austenitic stainless steel, the rake angle value is generally γ0=12°-20°.
② Rear angle
On the premise of ensuring the strength of the tool, choose a larger relief angle α0 as much as possible, which can effectively reduce the friction between the flank and the machined surface, and at the same time, the strength and heat dissipation capacity of the cutting tool are also reduced to a certain extent. The selection of the relief angle value is closely related to the cutting thickness. When the cutting thickness is small, a larger relief angle is generally selected. Practical experience shows that in general finishing, the relief angle α0=10°-20°; during rough machining, the relief angle α0=6°-10° can be selected. In addition, measures such as making negative chamfers on the main cutting edge have a more obvious effect on strengthening the cutting edge, which can disperse the heat generated during cutting to the rake face and flank face of the tool, reducing the wear of the cutting edge, thereby improving Tool durability.
③Main declination angle, secondary declination angle and tool nose arc
Generally, the main declination angle κr=45°-75°, and the secondary declination angle κr'=8°-15°. At the same time, in order to effectively increase the strength of the knife tip, the scheme of grinding out the arc rc of the knife tip can be adopted, and the radius rc=0.2-0.8mm can be selected. In rough turning and large feed rate, a larger tool nose arc radius is generally selected.
④Blade inclination angle
In the cutting of austenitic stainless steel materials, in order to improve the strength of the tool tip, the edge inclination angle is usually taken as a negative value. Generally, the blade inclination angle λs is -8°-3°, and λs can be taken as -15°-5° during intermittent cutting.
⑤ Chip flute
Austenitic stainless steel has good toughness and plasticity, and it is not easy to break chips during processing. By optimizing the chipbreaker parameters and cutting amount of the rake face, the method of forced deformation is used to facilitate chip breaking. Under the condition of reasonably selecting the cutting amount, the method of combining the double-edged inclination angle with the outer inclined chip flute can be used, that is, the double-edged inclination angle is sharpened so that the chip cross section is faceted, and then the outer edge is sharpened on the rake face. Inclined arc chip flute, the chip curl radius near the tool tip is large, while the chip curl radius near the outer edge is small, so that the chips flow along the chip flute and curl into a pagoda shape during CNC turning, forming Short and tight spiral chip, at the same time the chips break off by turning towards the surface to be machined, ideal for chip breaking.
⑥ Tool surface roughness
Reducing the surface roughness of the rake face, flank face and cutting edge of the tool can solve the problem of strong adhesion between chips and the tool during CNC turning of AISI 304 stainless steel. It is best to sharpen carefully with a diamond grinding wheel on a special tool grinder, so that the surface roughness of the tool is Ra≤0.4μm, which can effectively reduce the adhesion of chips during processing, and at the same time reduce the cutting resistance during processing and improve the durability of the tool . If a coated tool is selected, the coating material mainly adopts physical deposition method to obtain a smoother cutting surface of the tool.
3. Cutting amount
AISI 304 stainless steel is a typical difficult-to-machine material, and it is necessary to choose the cutting amount reasonably. The amount of cutting has a great influence on work hardening, cutting force, heat and processing efficiency. The cutting speed νc has the greatest impact on cutting temperature and tool durability, followed by the feed rate f, while the impact on the back cutting amount ap is the lowest.
①Cutting speed
When CNC turning AISI304 stainless steel, in order to ensure reasonable tool durability, the cutting speed needs to be reduced appropriately. The cutting speed can be selected according to 40%-60% of turning ordinary carbon steel. The cutting speed is generally νc=50-80m/min.
②The amount of knife on the back
When rough machining, a larger amount of back cutting can be selected to avoid contact between the tip of the knife and the skin, and reduce the number of passes to reduce tool wear. During rough machining, the amount of back engagement ap=2-5mm can be selected, which should not be too large, otherwise it will cause cutting vibration; during finishing machining, a smaller back engagement amount should be selected, generally ap=0.2-0.5mm, and it should not be too large Small to avoid the hardened layer.
③Feed rate
The feed rate has a great influence on the processing quality. When the feed rate increases, the height of the cutting residue will be increased, which will greatly affect the surface quality of the workpiece. Usually, f=0.1-0.8mm can be selected. A smaller feed rate should be selected for finishing, generally f=0.15-0.40mm/min, and the value should not be too small to avoid cutting in the work-hardened layer.
The commonly used cutting amount of AISI 304 austenitic stainless steel is shown in Table 2 (tool material YG8). When the diameter is small, a higher spindle speed should be selected; and vice versa.
Due to the poor cutting performance of AISI304 stainless steel, the selected cutting fluid must have better cooling, lubricity and permeability (ie, anti-bonding performance). Emulsification containing extreme pressure additives such as S and Cl should be selected as much as possible. liquid, vulcanized oil.
Emulsion has good cooling performance, mainly used for rough turning of stainless steel; vulcanized oil has certain cooling and lubricating performance, and the cost is low, it can be used for semi-finishing or finishing of stainless steel; if added to cutting fluid Extreme pressure or oily additives can significantly enhance its lubricating performance, and are generally used for finishing turning of stainless steel. The cutting fluid made of carbon tetrachloride, kerosene and oleic acid mixture greatly improves the permeability of the cooling lubricant, and is especially suitable for the finish turning of AISI 304 austenitic stainless steel materials. Due to the high cutting heat of austenitic stainless steel, methods such as spray cooling and high-pressure cooling should be used as much as possible to improve the cooling effect.
Table 2 Common cutting parameters of AISI 304 austenitic stainless steel
| Workpiece diameter(mm) | Car outer circle | |||
| roughing | finishing | |||
| Rotating speed(n) (rev/min) |
Feed rate(f) (mm/rev) |
Rotating speed(n) (rev/min) |
Feed rate(f) (mm/rev) |
|
| ≤10 | 1200-955 | 0.19-0.60 | 1200-955 | 0.10-0.20 |
| >10-20 | 955-765 | 0.27-0.81 | 955-765 | 0.10-0.30 |
| >20-40 | 765-480 | 765-480 | ||
| >40-60 | 480-380 | 600-380 | ||
| >60-80 | 380-305 | 480-305 | ||
| >80-100 | 305-230 | 380-230 | ||
| >100-150 | 230-150 | 305-185 | ||
| >150-200 | 185-120 | 230-150 | ||
| Workpiece diameter(mm) | boring | cut off | ||
| Rotating speed(n) (rev/min) |
Feed rate(f) (mm/rev) |
Rotating speed(n) (rev/min) |
Feed rate(f) (mm/rev) |
|
| ≤10 | 1200-600 | 0.07-0.30 | 1200-955 | manual |
| >10-20 | 955-765 | 0.10-0.50 | 955-765 | |
| >20-40 | 765-480 | 765-600 | 0.10-0.25 | |
| >40-60 | 480-380 | 610-480 | ||
| >60-80 | 380-230 | 180-305 | ||
| >80-100 | 305-185 | 380-230 | 0.08-0.20 | |
| >100-150 | 230-150 | 305-150 | ||
| >150-200 | 185-120 | Below 150 | ||
summary
Practice has proved that the CNC turning process of AISI304 stainless steel should follow the following basic principles: choose a cutting tool with good toughness and high strength, and reasonably select the relevant parameters of the tool according to the processing requirements; use a suitable chip breaker to improve the curling and breaking of chips; determine a reasonable Cutting amount; In addition, adequate supply of coolant also has an important impact on the CNC machining process. At the same time, the selection of relevant cutting parameters is considered comprehensively, and the best combination of relevant cutting parameters can be determined through comprehensive analysis and test methods.

 +86 15099911516
+86 15099911516


 Read more
Read more