16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 1737 |
Published by VMT at Dec 29 2022
1737 |
Published by VMT at Dec 29 2022





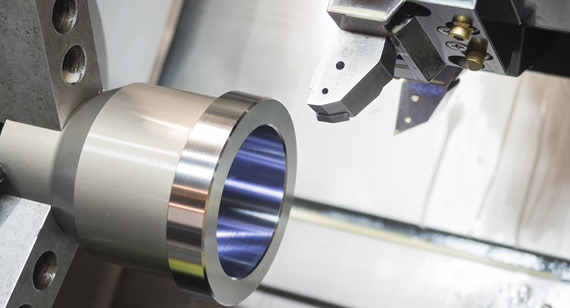
CNC lathe is one of the most widely used CNC machine tools. It is mainly used for machining symmetrical rotary parts, such as shaft parts, inner and outer cylindrical surfaces of disk parts, inner and outer conical surfaces with arbitrary cone angles, complex inner and outer curved surfaces of rotation, and cylindrical and conical threads.
There are different processes for even the most common turning profiles, and in some CNC systems these process options are covered under the three categories of "transversal turning", "longitudinal turning (also known as "reciprocating turning")" and "groove cutting". Among the classes, let us understand together below.

Lateral turning
Features of transverse turning:
• During transverse turning, the direction of movement of the CNC turning tool is parallel to the axis of rotation of the workpiece.
• If it is a main spindle, the tool moves from right to left; if the machine has a sub-spindle, the tool moves from left to right.
• Transversal turning can be used to machine external and internal holes. However, when machining the inner hole, a bottom hole must be pre-drilled first.
• In addition to machining outer circles, end faces can also be machined.

Longitudinal turning, grooving and parting off
Longitudinal turning features (also known as "reciprocating cuts") for side and end faces:
• When longitudinally turning the side of the workpiece, the feed direction of the slitting turning tool is perpendicular to the axis of rotation of the workpiece.
• In longitudinal turning of the workpiece end face, the feed direction of the slitting turning tool is parallel to the workpiece axis.
• The slitting turning tool has three cutting edges so that the material removal process in the radial and axial directions is as uninterrupted as possible (because rapid traverse strokes are minimized).
• Grooving knives and slitting knives differ in blade shape and body shape.

Grooving machining features of side and end faces:
• Grooving only cuts in the infeed direction.
• The machining process of side grooving is perpendicular to the direction of the axis of rotation.
• The machining process of face grooving is parallel to the axis of rotation.
• Grooving tools can only withstand forces applied perpendicular to the axis of the tool.
• The grooving process is mainly used to produce grooves. Usually (but not always) the groove to be machined is as wide as the grooving tool.

Features of cutting process:
• At the end of the CNC machining process, the workpiece is cut off by the cut-off knife.
• A cut-off cycle consists of an "auxiliary staging" and an actual cut-off process. Assisted plunging ensures better chip evacuation.
• Parting off requires the tool to feed beyond the center of revolution of the workpiece.
• It is often necessary to reduce the spindle speed prior to parting in order to better control the rotating part to be parted.

Case study of CNC turning with Sinumerlk Operate
As shown in the following three pictures, it is impossible to use only one cutting process to complete the processing of this handle part, because the tool will not process properly or interfere when it reaches the position marked by the orange circle in the figure.
Groove cutting process:

Longitudinal turning process:

Lateral turning (or "reciprocating turning"):

Therefore, we need to combine the two processes of transverse turning and longitudinal turning to obtain the simulation effect shown below:

NOTE: Grooving and reciprocating turning are optional features on the 828D PPU240 system. Option number (extended technological functions): 6FC5800-0AP58-0YB0
Summarize
Lateral turning:
+ Larger infeeds possible, i.e. larger chip cross-sections
+ Higher feed rates possible during roughing
+ perfect chip evacuation
- Not all contours can be turned laterally with limited tools, more tool changes may be required in CNC machining.
Longitudinal turning:
+ Eliminates empty cutting strokes
+ Reduced tool change operations
+ high flexibility in application
- Due to tool limitations, not all contours can be machined
- Chip evacuation is sometimes less than ideal (chips can get stuck)
When to use which process?
Longitudinal turning is generally used: For example, with deep grooves and parts with 90° corner structures, the processing of these structures can only be performed by this process.
Transversal turning is generally used for streamlined contour structures with rounded transitions.

 +86 15099911516
+86 15099911516



 Read more
Read more