16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 535 |
Published by VMT at Dec 27 2022
535 |
Published by VMT at Dec 27 2022





In the process of thread CNC turning, it is often necessary to reinstall the tool and set the tool due to the wear and tear of the thread tool. The quality of the tool setting directly affects the accuracy of the turning thread, especially the repair turning of the thread, which requires secondary clamping The second tool setting restricts the machining efficiency of CNC lathe machining threads. When the thread accuracy is high, such as trapezoidal threads, both sides need to be finished. It needs to be roughed first and then replaced with a finishing tool for finishing. If it is not good To solve the problem of tool setting in the process of machining, the CNC turning thread will not be well applied.

1. The principle of thread CNC lathe machining
There is a big difference between CNC turning thread and ordinary lathe turning thread. Ordinary lathe turns through gear mechanical transmission and lead screw linkage, that is, every time the spindle rotates, the tool holder moves a thread lead. During the whole thread CNC machining process This drive chain cannot be disconnected, otherwise it will buckle randomly. The CNC turning is through the encoder installed on the spindle to send pulse signals into the CNC system, the CNC system performs calculation control, and sends instructions to control the servo motor to move through the ball screw to control the tool to realize thread turning. In order to make thread CNC turning in Do not screw up randomly during multiple tool passes, and control the initial processing position of the thread by detecting the pulse signal. When the program processing starts, the spindle rotates, and the tool waits for the spindle encoder to send a synchronous signal (zero signal) before performing turning motion, then When the CNC turns the second thread, the tool returns to the starting point of the last turning, or waits for the synchronization signal (zero signal) before turning again, so that the turning thread is always on the same helical line, so there will be no chaotic buckle Phenomenon.
2. Problems in tool setting for thread CNC turning
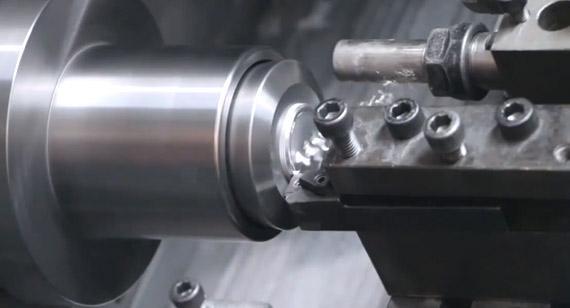
(1) Tool clamping for the first turning
When the thread cutter is clamped for the first time, there will be a phenomenon that the tip of the thread cutter and the center of rotation of the workpiece are not equal in height. It is generally common in welding knives. Due to the rough manufacturing and the inaccurate size of the tool holder, the center height needs to be adjusted by adding shims, and the center height will be affected. Actual geometric angle after tool turning. When the tool is installed, the angle of the tip of the tool is deviated, which is easy to cause an error in the angle of the thread profile, resulting in a skewed tooth profile. If the thread cutter protrudes too long, the cutter will vibrate during CNC machining, which will affect the surface roughness of the thread.
(2) Rough and fine turning tool setting
In the process of CNC machining of high-precision threads and trapezoidal threads, two thread cutters are required to separate the rough and fine turns, and the large offset between the two cutters (especially in the Z direction) will cause the pitch diameter of the thread to become larger and be scrapped.
(3) Repair workpiece tool setting
Due to the secondary clamping of the workpiece, the repaired helix and the one-turn signal of the encoder have changed, and random buckles will occur when repairing and processing again.
3. Solutions to problems
(1) The tip of the threading tool must be kept at the same height as the center of rotation of the workpiece. After the tool is sharpened, use the tool setting template to lean against the axis of the workpiece for tool setting to keep the tool tip angle installed correctly. If the CNC machine is used to clamp the tool, due to the high manufacturing precision of the tool bar, generally it is only necessary to close the tool bar to the side of the tool holder.
(2) The tool setting of the rough and fine machining thread cutter adopts a certain point as the reference point, and the tool setting can be done by the usual method. In the actual tool setting process, the trial cutting method only needs to adjust the tool compensation slightly.
(3) In threaded CNC machining, if the tool wears or breaks, it needs to be re-sharpened and then set the tool. If the workpiece is not removed for repair, it is only necessary to overlap the position where the thread tool was installed with the position before it was removed. , which is equivalent to machining with the same turning tool.
(4) If the workpiece has been repaired, the repairing work can only be carried out after determining the starting point of processing. How to determine the starting point of processing and the signal position of one revolution, first use the test rod to carry out thread turning with a surface depth of 0.05 ~ 0.1mm (all The parameters are the same as the thread parameters to be processed), Z value is the integer thread lead distance value from the right end face of the starting point of the thread, a helix is carved on the surface to determine the starting point of thread turning, and a mark is marked on the corresponding position of the surface of the chuck circle (even if the line is marked in the same axial section as the start of the helix on the test bar). The purpose is to record the signal position, unload the test rod, and clamp the threaded workpiece to be turned or repaired. When setting the tool, first turn the tool to the processing position, then move the turning tool to the engraved part of the chuck, and turn the chuck. Make the engraved line align with the main cutting edge of the turning tool, then the spindle does not rotate, move the tool tip to any complete thread groove, record the corresponding absolute coordinates in the Z direction, and finally calculate the starting point coordinates of the turning tool in the Z direction, according to the calculation results Modify the Z coordinates of the starting point in the program. The formula is z′=z+(n+2)t, n is the number of thread grooves from the thread groove where the current tool is located to the thread starting point, and t is the thread pitch.
The above is the CNC turning thread tool loading and tool setting method, I hope it will be helpful to you.

 +86 15099911516
+86 15099911516


 Read more
Read more