16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 282 |
Published by VMT at Oct 25 2022
282 |
Published by VMT at Oct 25 2022





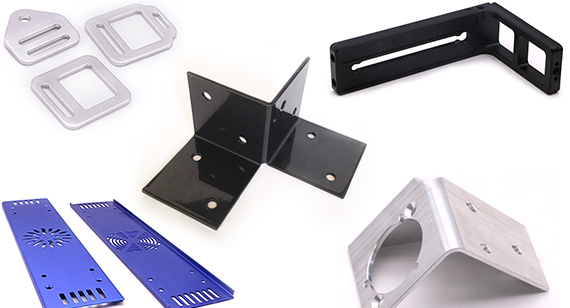
The metal materials we often use are stainless steel, copper, aluminum, zinc alloy, magnesium alloy, steel, iron, etc. CNC metal machining products are often divided into cold machining and hot machining according to different CNC machining methods. Different types of metal forming methods are also different. Cold machining, such as sheet metal materials, is mainly through cold stamping, bending, deep drawing and other processes. forming. VMT CNC machining prototype factory hot machining, such as casting parts, is mainly made by melting metal raw materials into liquid and casting them with molds.

It is generally believed that all sheet metal materials with uniform thickness are collectively referred to as sheet metal. The commonly used sheet metal materials in CNC machining prototype factories are stainless steel, galvanized steel sheet, tinplate, copper, aluminum, iron, etc.
The principle of uniform thickness of products
Sheet metal is a material with uniform thickness, which should be paid attention to when designing the structure, especially in places where there are many bends, it is easy to cause uneven thickness.
Principle of easy flattening
Sheet metal parts products are processed from sheet materials. Before CNC machining, the raw materials are flat. Therefore, when designing sheet metal parts, all bends and inclined surfaces must be able to unfold on the same plane. There can be no interference. If the design of the sheet metal CNC machining parts is not qualified, they will interfere with each other after unfolding.
Appropriate selection of sheet metal parts thickness principle
The thickness of sheet metal parts ranges from 0.03-4.00mm in various specifications, but the larger the thickness, the more difficult it is to process, the more large CNC machining equipment is required, and the defect rate also increases. The thickness should be selected according to the actual function of the product. On the premise of satisfying the strength and function, the thinner the better. For most products, the thickness of sheet metal parts should be controlled below 1.00mm.
In line with the principles of CNC machining technology
Sheet metal parts products must conform to the CNC machining process and be easy to manufacture. Products that do not conform to the CNC machining process cannot be manufactured, which is an unqualified design.
The following CNC machining prototype factories are classified to discuss the process requirements of sheet metal product design
Craftsmanship: The degree of difficulty of the product in various CNC machining processes, such as punching and bending.
Process requirements: These manufacturability should be met when designing sheet metal products.
The basic CNC machining methods are: punching, bending, stretching, forming, etc.
Ordinary punching structure manufacturability
Ordinary punching: currently the most used.
Precision punching: requires precise punching dies and high-precision punching equipment, and the cost is higher than ordinary punching, and is generally used in relatively precise products.
(1) The shape of the punching part should be as simple as possible, avoiding slender cantilevers and slots
The depth and width of the convex or concave part of the punching part, in general, should not be less than 1.5/t (t is the thickness of the material), and at the same time, narrow and long cuts and too narrow grooves should be avoided in order to increase the mold. The edge strength of the corresponding part.
(2) The shape of the punching part should minimize the waste during layout, thereby reducing the waste of raw materials.
(3) The shape and inner hole of the punching part should avoid sharp corners.
(4) Holes and square holes of punching parts
The hole of the punching part is preferably a round hole. When punching, it is limited by the strength of the punch, and the diameter of the punch should not be too small, otherwise the punch will be easily damaged. The minimum punching size is related to the shape of the hole, the mechanical properties of the material and the material thickness. Table 1-1 shows the minimum punching size for commonly used materials, and t is the thickness of the sheet metal material.
The minimum size of punching holes is generally not less than 0.40mm, and holes smaller than 0.40mm are generally processed by other methods, such as corrosion, laser drilling, etc.
(5) Punching hole spacing and hole edge distance.
(6) When punching bending parts and deep drawing parts, a certain distance should be maintained between the hole wall and the straight wall.
When punching a hole in a stretched product, in order to ensure the shape and position accuracy of the hole, and to ensure the strength of the mold, a certain distance should be maintained between the hole wall and the straight wall.
(7) The design of sheet metal machining parts should try to avoid the design of notches and sharp corners.
The sharp corners of the notch will cause the die punch to be sharp, which is easy to damage the punch, and cracks are also likely to occur at the sharp corners of the product.
The principle of bending: refers to making straight edge, bevel edge, bending and other shapes on sheet metal parts, such as bending sheet metal parts into L shape, U shape, V shape, etc.
Die bending: generally used for sheet metal products with complex shape, small size and high output.
Bending by bending machine: generally used for sheet metal products with large product dimensions and small batch production.

(1) The minimum bending radius of sheet metal bending parts
When the material is bent, the outer layer is stretched and the inner layer is compressed over the fillet area. When the thickness of the material is constant, the smaller the fillet of the inner layer, the more serious the tension and compression of the material; when the tensile stress of the fillet of the outer layer exceeds the ultimate strength of the material, cracks and breaks will occur; if the fillet is bent If it is too large, it will be affected by the rebound of the material, and the precision and shape of the product cannot be guaranteed. Refer to Table 1-2 for the minimum bending radius of the designed bending parts.
(2) The height of the straight edge of the bending part
The height of the straight edge of the bending part should not be too small, otherwise it will be difficult to meet the precision requirements of the product.
If the straight edge height of the bending part is smaller than the minimum straight edge height design due to the product structure, a shallow groove can be processed in the bending deformation area before bending. The disadvantage of this method is that it reduces the strength of the product, and it is not suitable if the sheet metal material is too thin.
(3) The minimum hole edge distance of the bending part.
There are two ways to process holes on bending parts, one is to bend first and then punch; the other is to punch first and then bend. The design of the edge distance of punching after first bending refers to the requirements of punching parts; after punching and then bending, the hole should be outside the bending deformation zone, otherwise it will cause deformation of the hole and easy cracking at the opening.
(4) When bending the adjacent edge near the bending fillet edge, the bending edge should keep a certain distance from the fillet, the distance L ≥ 0.5t, where t is the thickness of the sheet metal.
(5) Process notch design of bending parts
If only a part of one side is bent, in order to prevent cracking and deformity, a process incision should be designed. The width of the process incision is not less than 1.5t, and the depth of the process gap is not less than 2.0t+R, where t is the thickness of the sheet metal.
(6) The design of the dead edge of the bending part.
The dead edge of the bending part means that the bent surface is parallel to the bottom surface, commonly known as the dead edge. The previous process of killing the edge is to bend the bending edge to a certain angle, and then kill it to fit.
The dead side length of the dead side is related to the thickness of the material. Generally, the minimum length of the dead side is L≥3.5t+R, where t is the thickness of the sheet metal material, and R is the minimum inner bending radius of the previous process of the dead side.
(7) Process hole design of bending parts
When designing a U-shaped bending part, the two curved sides should preferably be the same length, so as to prevent the product from being offset during bending and causing waste. If the structural design does not allow the two sides to be the same length, in order to ensure the accurate positioning of the product in the mold, it should be pre-designed in the design. To add process positioning holes, especially for parts that are formed by multiple bending, the process holes must be designed as positioning benchmarks to reduce accumulated errors and ensure product quality.
Stretch
1. Meaning
Sheet metal CNC machining parts drawing: the process of drawing sheet metal parts into round or square, special-shaped and other shapes with side walls around them, such as aluminum washbasins, stainless steel cups, etc.

2. Precautions for drawing sheet metal parts
(1) The radius of the Z small fillet between the bottom and the wall of the drawing piece should be greater than the thickness of the plate, that is, r1>t; in order to make the drawing go more smoothly, generally take r1=(3~5)t, Z large circle The corner radius should be less than 8 times the thickness of the plate, that is, r1<8t.
(2) The Z-small fillet radius between the flange and the wall of the stretched part should be greater than 2 times the plate thickness, that is, r2>2t; in order to make the stretching more smoothly, generally take r2=5t, and the Z-large fillet radius Should be less than 8 times the thickness of the plate, that is, r1<8t.
(3) The radius of the small fillet between the adjacent two walls of the rectangular drawing piece should be r3≥3t. In order to reduce the number of stretching, r3≥1/5H should be taken as much as possible, so that the stretching can be completed at one time.
(4) The thickness of the material changes after stretching due to the different stress on the tensile member. Generally, the center of the bottom maintains the original thickness, the material at the rounded corners of the bottom becomes thinner, and the material at the top near the flange becomes thicker; the material at the rounded corners of the rectangular stretcher becomes thicker. When designing a stretched product, it is clearly indicated on the drawing that the external dimensions or the internal and external dimensions must be guaranteed, and the internal and external dimensions cannot be marked at the same time.
(5) The material thickness of the drawing parts generally considers the law that the upper and lower wall thicknesses are not equal in the process deformation (that is, the upper thickness is thicker and the lower is thin). When a circular flangeless drawing part is formed at one time, the ratio of height H to diameter D should be less than or equal to 0.4.
In general, when designing the drawing parts, it should be noted that the shape of the drawing parts should be as simple as possible, the shape should be as symmetrical as possible, and the drawing depth should not be too large.
The above is just a summary of the VMT CNC machining factory. If you want to know more about CNC machining, you can contact us: inquiry@vimetal.com.cn to negotiate with us.

 +86 15099911516
+86 15099911516



 Read more
Read more