16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 325 |
Published by VMT at Dec 14 2022
325 |
Published by VMT at Dec 14 2022





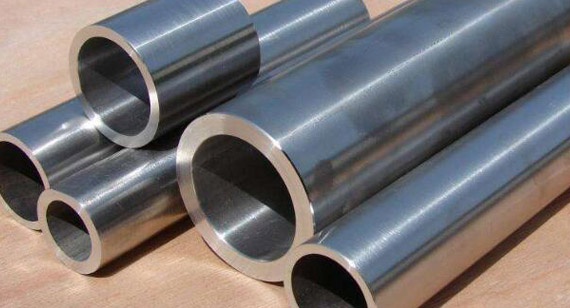
Titanium alloys are widely used in the aerospace industry due to their high strength, low density and high corrosion resistance. However, in the process of CNC machining, the tool has low durability, low thermal conductivity, and serious sticking to the tool, which is a difficult-to-machine material.
Nowadays, the development of science and technology in our country is very rapid. By analyzing the performance, structural characteristics and design accuracy requirements of titanium alloy thin-walled filter cartridges, we must pay attention to the selection of scientific and reasonable cutting tools and cutting quantities in the actual production and formulation of CNC machining processes, especially Some experience and precautions summarized in positioning, clamping, alignment, etc. can solve the processing difficulty caused by the difficulty of cutting titanium alloy materials on thin-walled filter cartridges and the problem of easy burrs in the process of titanium CNC machining. Reasonable numerical control processing technology is the key to ensure the processing accuracy of titanium alloy thin-walled filter cartridges, while improving the efficiency of mass production and processing and shortening the processing cycle.

Performance Characteristics and Application of Titanium Alloy NC Machining Parts
① Low density, high strength, stronger than high-strength steel.
② Good thermal stability, high temperature strength. Below 300°C ~500°C, its strength is about ten times higher than that of aluminum alloy.
③Good corrosion resistance. Titanium alloy works in humid atmosphere and seawater medium, its corrosion resistance is much better than that of stainless steel, and it has strong resistance to pitting corrosion, acid corrosion and stress corrosion. It has excellent corrosion resistance to alkali, chloride, nitric acid, sulfuric acid, etc.
④The chemical activity is high, and it can produce violent chemical reactions with O, N, H, CO, CO2, water vapor, etc. in the atmosphere. When the temperature is above 600°C, titanium absorbs oxygen and forms a hardened layer with high hardness. When the H content increases, an embrittlement layer will also be formed.
⑤ Poor thermal conductivity. The thermal conductivity of titanium is low, about 1/4 of Ni, 1/5 of Fe, 1/14 of AI, and the thermal conductivity of titanium alloy is lower, generally 50% of titanium.
⑥ The modulus of elasticity is small. The elastic modulus of titanium is 107800MPa, which is about 1/2 of that of steel. To sum up, due to the characteristics of small specific gravity, high strength, non-magnetic, corrosion resistance and high temperature, titanium alloy is widely used in the core parts of ships, aerospace, precision instruments and other fields.
Titanium Alloy CNC Machining Parts Method
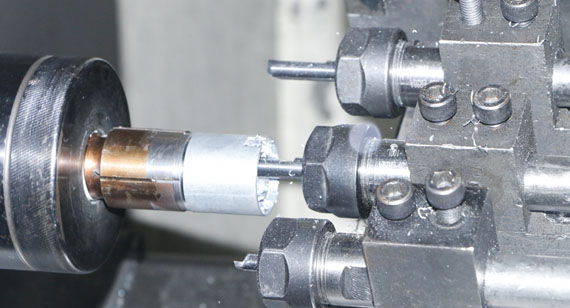
(1) CNC Turning Rough Machining and Precautions Before Slotting
The wall thickness of the titanium alloy filter cartridge is greater than 1mm before the narrow groove is processed. Although this thin-walled structure will reduce the rigidity of the processing process and the turning process will easily cause vibration, the CNC turning is still a continuous cutting form. Rough and fine machining of the outer circle and end face is done by conventional turning. After turning around and clamping, it is necessary to find the outer circle and ensure that the end runout and circle runout do not exceed 0.02mm. The perpendicularity between the end surface and the axis and the coaxiality between the inner and outer cylindrical surfaces are all within 0.05mm.
In Actual Production, Pay Attention to:
① Titanium alloy inner hole processing is not easy to break chips, and it is easy to wrap around the tool to block the inner hole, resulting in insufficient clamping force of the filter cartridge, resulting in danger of thin-walled filter cartridge falling off from the three-jaw chuck, so it is necessary to add regularity in the program segment The permanent feed pause statement allows the chips to be broken and can be smoothly discharged from the inner hole;
② Pay attention to the size of the clamping force when clamping. If it is too large, it will easily cause deformation of the thin-walled cylinder and affect the accuracy of CNC machining. If it is too small, there may be a danger of falling off. Therefore, the clamping force should be appropriate and accurate when necessary. Quantify;
③Because of the space in the subsequent CNC milling process, it is easy to cause interference between the tool and the fixture when the outer cylindrical surface is used for positioning and clamping to mill the narrow slot, and the inner hole is bound to be used for positioning. Although the inner hole is rough processed in this process, the dimension The accuracy and surface quality must meet certain requirements, and the consistency must be good, otherwise the subsequent CNC milling process will be time-consuming and labor-intensive.
(2) Selection of Cutting Method
When CNC milling titanium alloys, down milling should be used. During down milling, since the chips are very thin when the cutter teeth cut out, it is not easy to produce built-up edge, which can reduce adhesive wear. Up-cut milling is just the opposite. It is easy to stick to chips. When the cutter teeth cut in again, the chips will be bumped, which will easily cause the tool material to peel off and chip. However, due to the small elastic modulus of titanium alloy during down milling, it is easy to cause the phenomenon of tool give-up, so it needs to be polished once. During down milling, the horizontal component force acting on the worktable is the same as the direction of the cutting tool. Because there is a gap between the screw and the nut, the worktable will suddenly move and the knife will bite. However, there is no gap between the feed screw and the nut of the CNC machining center, which provides convenience for the use of down milling.
(3) CNC Turning Finishing After Slotting and Precautions
After the thin-walled filter cartridge is processed by CNC milling with narrow grooves, the inner hole is covered with burrs along the narrow grooves. The purpose of finishing the inner hole is mainly to remove the burrs in the inner hole, so that the size and surface quality of the inner hole can meet the precision requirements. At this time, NC turning processing belongs to the form of intermittent cutting, and CNC machining is relatively more difficult. In the actual production and processing process, the following points should be paid attention to: reduce vibration as much as possible, reduce the processing error caused by the tool; cutting amount It should be well matched with the finish turning margin of the inner hole. If the margin is too large, it will be difficult to cut the inner hole intermittently. If the margin is too small, the burr will easily squeeze into the narrow groove, so the removal of the inner hole burr will take time. Feed speed f=0.1mm/ In the case of r, the smooth deburring effect of CNC turning is the best; also pay attention to the size of the clamping force of the extended copper soft claw on the thin-walled filter cartridge when clamping, too large will easily cause deformation of the thin-walled cylinder and affect the accuracy of CNC machining , if it is too small, there may be a danger of falling off, so the clamping force must be appropriate, and it must be accurately quantified if necessary. After the CNC machining is completed, it has passed the inspection.
In Conclusion
The thin-walled filter cartridge has a simple structure and a relatively simple CNC machining process. Around the tool type, cutting parameters, clamping and alignment methods and precautions given in the titanium alloy CNC machining process, it provides certain reference and reference for the processing of large quantities of difficult-to-machine materials and thin-walled structural parts. It is worth mentioning that the burr problem left over from the narrow groove machining in the previous process was solved while finishing the inner hole. In the arrangement of CNC machining process, the latter process can not only realize the processing purpose of this process but also solve the problems left over from the previous process. This process arrangement method is time-saving and efficient.

 +86 15099911516
+86 15099911516



 Read more
Read more