16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 256 |
Published by VMT at May 26 2024
256 |
Published by VMT at May 26 2024





Introduction:
In modern industry, aluminum CNC machined parts are widely used due to their lightweight, high strength, and excellent machinability. However, pure aluminum often fails to meet specific requirements for color and performance in certain situations. Therefore, anodizing has become an important surface treatment technology, providing a wide range of color choices for aluminum CNC machined parts while enhancing their corrosion resistance and durability.
Basic Anodizing Process
Anodizing is the process of placing aluminum products as the anode in an electrolyte solution and subjecting them to electric current to form a layer of aluminum oxide on the surface. This oxide layer exhibits excellent wear resistance, corrosion resistance, and decorative properties. The basic anodizing process includes pre-treatment, anodizing, and sealing.
Types of Anodizing Processes
Sulfuric Acid Anodizing:
Sulfuric acid anodizing is one of the most commonly used anodizing methods. It requires strict control of parameters such as sulfuric acid concentration, temperature, and time to achieve a uniform and dense oxide film. Additionally, agitation and circulation of the electrolyte are essential to ensure uniform current distribution on the anode surface.
Oxalic Acid Anodizing:
Compared to sulfuric acid anodizing, oxalic acid anodizing can form a thicker and denser oxide film at lower temperatures. This process is suitable for aluminum products requiring high wear resistance and corrosion resistance. Precise control of oxalic acid concentration and temperature is necessary, along with careful observation of oxide film growth.
Phosphoric Acid Anodizing:
Phosphoric acid anodizing can produce a thin and uniform oxide film on aluminum surfaces, suitable for applications requiring uniform color and decoration. Controlling the pH value and temperature of the electrolyte is crucial to ensure the quality and color stability of the oxide film.
Anodized Colors:

Cleaning and Etching of Aluminum Components:
Before anodizing, aluminum components must undergo thorough cleaning and etching. The cleaning process involves removing oil, dust, and other impurities to ensure the formation of the oxide film on a clean surface. Etching is performed to remove the natural oxide film and mechanical scratches from the aluminum surface, making it more uniform and rough, which aids in the formation of the oxide film.
Formation of Thin Film:
During the anodizing process, aluminum components are placed as anodes in an electrolyte solution, and an electric current is passed to form a layer of aluminum oxide film on the surface. Precise control of parameters such as current density, time, and temperature is necessary to ensure the thickness and uniformity of the oxide film. Additionally, agitation and circulation of the electrolyte are essential to ensure uniform current distribution on the anode surface.
Color Addition:
The oxide film formed by anodizing is gray-white in color and requires dyeing to achieve a variety of colors. During the dyeing process, different dyes and dyeing techniques can be chosen to achieve various color effects and levels. In practice, suitable dyes and dyeing techniques should be selected based on the product's color requirements and process specifications, followed by thorough experimentation and adjustment.
Sealing:
Sealing is the final step in the anodizing process, aimed at enhancing the corrosion resistance and hardness of the oxide film. Common sealing methods include hot water sealing, steam sealing, and chromate sealing. Selection of appropriate sealing methods and process parameters should be based on the product's operating environment and performance requirements.
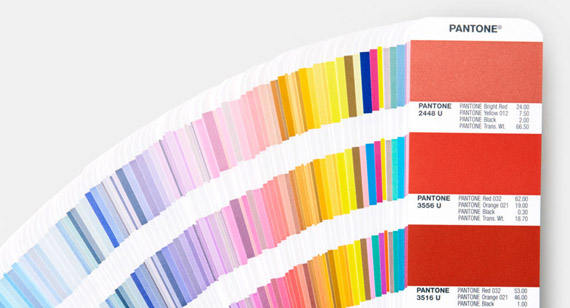
Color Matching:
Color matching is a crucial aspect of the anodizing process. Factors affecting color matching include:

1. Aluminum grade
Different aluminum grades have different effects on anodizing color and performance. When selecting aluminum materials, factors such as its composition, structure and performance need to be fully considered to ensure its matching with the anodizing process.
2. Surface finishing type
Different anodizing processes will form oxide films with different structures and properties, thus affecting color matching. When choosing an anodizing process, you need to make a selection based on the color needs and performance requirements of the product.
3. Amount of dye used to create color and layering
The type and amount of dyes have an important impact on the color effect and layering. In actual operation, it is necessary to select appropriate dyes and dyeing processes according to the color needs and process requirements of the product, and conduct sufficient testing and adjustments.
4. Crystal structure of the product
The crystal structure of aluminum products also affects the color and performance of the anodized film. During the manufacturing process, attention needs to be paid to controlling the crystal structure of the material to obtain better color and performance.
If the Color of the Anodized Parts does not Match, How to Remove the Color?
If colors of anodized components do not match, the following methods can be used to remove color:
Acid Stripping: Immersing anodized components in dilute sulfuric acid or hydrochloric acid solution to dissolve the oxide film and remove the color. This method is suitable for thin oxide films.
Alkaline Stripping: Immersing anodized components in an alkaline solution such as sodium hydroxide to react with the oxide film and dissolve it, thereby removing the color. This method is suitable for thick oxide films.
Mechanical Polishing: Using mechanical tools such as sandpaper or polishing wheels to polish the surface of anodized components and remove the oxide film and color layer. This method is suitable for localized color mismatch.
Conclusion:
Anodizing provides a wide range of color choices and excellent performance for aluminum CNC machined parts. In practice, selecting the appropriate anodizing process and dyes based on product color requirements and performance specifications, followed by thorough experimentation and adjustment, can ensure the production of uniform, stable, and high-quality anodized oxide films. Additionally, addressing color mismatch issues requires careful consideration of factors such as aluminum grade, surface treatment type, dyeing process, and product quality inspection. Through continuous improvement and innovation, the anodizing process can be further optimized to meet evolving industry needs and customer expectations.

Practical Experience Sharing:
In our extensive experience with aluminum CNC machining and anodizing, we have accumulated some practical insights:
Importance of Cleaning and Etching: Thorough cleaning and etching are critical steps before anodizing to remove impurities and ensure uniform oxide film formation.
Precise Control of Process Parameters: Advanced automation equipment and control systems are utilized to precisely control parameters such as current density, temperature, time, and electrolyte concentration during the anodizing process.
Selection of Suitable Dyes and Dyeing Techniques: Collaboration with dye suppliers and thorough experimentation is essential to select suitable dyes and dyeing techniques based on product color requirements and process specifications.
Quality Inspection: Strict quality inspection procedures, including visual inspection, thickness measurement, corrosion resistance testing, and color matching, are conducted to ensure compliance with standards and customer requirements.
Continuous Improvement and Innovation: We continuously strive to improve and innovate our anodizing processes by monitoring industry trends, adopting advanced equipment and techniques, and collaborating closely with customers to understand their needs and feedback.
FAQ:
Q: How does anodizing affect the performance of aluminum CNC machined parts?
A: Anodizing significantly improves the corrosion resistance and wear resistance of aluminum CNC machined parts, extending their service life. Additionally, the oxide film provides certain decorative and insulating properties, meeting various application requirements.
Q: Is the color of anodizing stable?
A: The color stability of anodizing is generally good and can maintain vibrant colors and uniformity for a long time. However, precautions should be taken to avoid contact with corrosive substances such as strong acids or alkalis to prevent damage to the oxide film and affect color effects.
Q: How to select the appropriate anodizing process?
A: Selecting the appropriate anodizing process involves considering factors such as product color requirements, performance requirements, and cost. Collaboration with our technical team and thorough communication can help determine the most suitable anodizing process and dyes.

 +86 15099911516
+86 15099911516



 Read more
Read more