16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 81 |
Published by VMT at May 05 2026 | Reading Time:About 2 minutes
81 |
Published by VMT at May 05 2026 | Reading Time:About 2 minutes






If you're evaluating materials for cutting tools, high-wear components, or parts exposed to heat, M2 tool steel often comes up as a recommended option.
However, the key question isn’t just whether M2 meets hardness or high-temperature requirements—it’s whether choosing it will optimize your parts’ service life, machining efficiency, and overall production cost.
Before deciding, you should ask:
Will it actually last longer in your application, or am I overpaid?
How much will it increase CNC machining costs?
Could a lower-cost steel—or a higher-grade alternative like M35—perform better for this specific part?
If you’re sourcing or designing drill bits, end mills, punches, gears, or other high-speed components, this guide will help you determine whether M2 is the right material—or a potentially costly mismatch. In the final section, we’ll also share a case study showing how our factory helped a client select the most suitable metal and complete production efficiently for wear-resistant parts.

M2 tool steel, a molybdenum-based high-speed steel (HSS), is widely used for drill bits, end mills, punches, gears, and other high-wear components. Its combination of hardness, wear resistance, and red-hardness allows your parts to maintain sharp edges and dimensional stability under high-speed or high-temperature operations. If you are sourcing parts that need long-term durability with M2, here’s what you should consider:
Edge Retention and Wear Resistance
With M2, your parts will keep their edges sharp longer than with traditional tool steels. This means you replace tools less often, maintain consistent part quality, and reduce unplanned downtime.
High-Temperature Performance
M2 holds its hardness up to 550–600°C, so when your parts operate in hot cutting, punching, or die applications, you can expect them to perform reliably without softening or losing precision.
Balanced Toughness
Compared to lower-grade HSS, M2 is tough enough to resist chipping under mechanical load, but not so soft that it compromises wear resistance. For your components, this balance means fewer scrap parts and longer usable life under demanding conditions.
Machining Considerations
While M2 can be CNC-machined efficiently, paying attention to cutting speed, tool wear, and cooling ensures you keep machining costs under control and avoid damaging the parts.
Cost vs. Longevity
M2 may cost more than lower-grade steels upfront, but the longer service life, reduced tool replacements, and lower downtime often make it more cost-effective for your overall production.
International (AISI/SAE): M2
Germany (DIN): 1.3343
Japan (JIS): SKH51
China (GB): W6Mo5Cr4V2
Europe (EN): HS6-5-2-5
Italy (UNI): X155CrMoV12
UK (BS): En31
Commercial Names: Acero M2, Baja M2, 3343 Çelik, M2 HSS, Сталь М2
Knowing these equivalents ensures that when you compare suppliers or parts specifications, you are assessing the correct material—so the performance, durability, and machining cost meet your actual needs.
M2’s combination of tungsten (W), molybdenum (Mo), chromium (Cr), and vanadium (V) creates a network of hard carbides within the steel. So, if you use M2 to produce parts, they will resist wearing much longer. But the very hardness that gives M2 these advantages also make CNC machining more challenging, which can increase cutting effort, tool wear, and production costs. Below is the simple breakdown of M2 chemical composition for you quick check:
|
Element |
Content (%) |
|
Carbon (C) |
0.85–0.95 |
|
Chromium (Cr) |
3.8–4.5 |
|
Molybdenum (Mo) |
4.5–5.5 |
|
Tungsten (W) |
5.0–6.0 |
|
Vanadium (V) |
1.8–2.2 |
|
Cobalt (Co, optional) |
0–8 |
If you want components that experience wear, mechanical load, and heat, M2 is right for the choice as it combines high hardness, strength, and toughness. Knowing key physical and mechanical properties of M2 can help you evaluate— the actual load limit, usage temperature, or impact-resistant capability. Below is the clear table for you:
|
Property |
Typical Value |
|
Hardness (HRC) |
60–66 HRC |
|
Tensile Strength |
1100–1800 MPa |
|
Yield Strength |
800–1500 MPa |
|
Elongation |
8–12 % |
|
Impact Toughness (Charpy) |
12–20 J |
|
Red Hardness |
Up to 550–600 °C |
|
Density |
8.0 g/cm³ |
|
Thermal Conductivity |
20 W/m·K |
|
Specific Heat |
460 J/kg·K |
|
Modulus of Elasticity |
210 GPa |

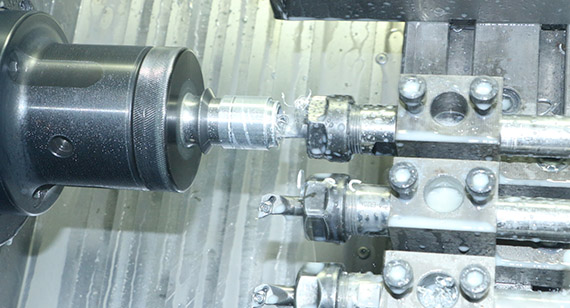
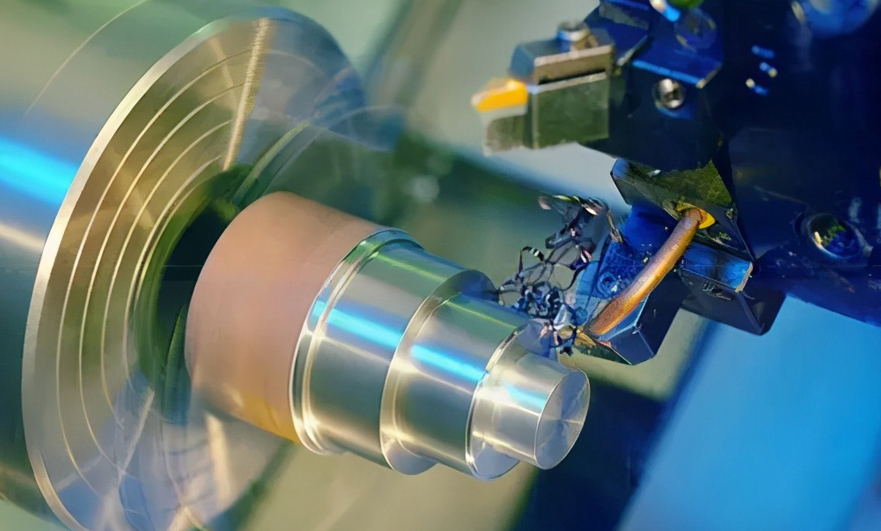
M2 tool steel is quite harder than typical carbon steels, which makes machining more challenging. When your parts are processed in the factory you work with, their engineers usually need to use slower cutting speeds, higher-quality tooling, and careful cooling to prevent excessive wear or damage. Depending on the complexity of the components, they may use end mills, drills, taps, reamers, and lathe tools, often combining multiple operations to achieve the final geometry.

This increased difficulty means that machining time can be longer, tool wear higher, and tooling expenses greater. However, this doesn’t automatically make M2 a costly choice.
In many cases, the longer lifespan of M2 parts offsets the higher machining costs, particularly if your components operate in high-wear environments, are expensive to replace, or where downtime could disrupt production. For wear-resistant components like drill bits, punches, end mills, gears, or dies, choosing M2 can reduce replacements and maintain consistent production quality over time, ultimately saving money on your overall project.
By leveraging M2’s high-temperature red hardness and structural strength, you can maintain precise dimensional tolerances even under the most demanding high-frequency production runs. And here are a few examples of popular uses for M2 tool steel:
Precision Power Transmission
Fuel injection plungers and barrels
High-load gears and pinions
Heavy-duty cam followers
Precision needle rollers and bearings
Heavy Machinery
High-hardness guide rails and ways
Precision positioning pins and bushings
Wear plates and slide blocks
Industrial valve seats and stems
Cold Forming or Fastener Tooling
Cold heading punches
Thread rolling dies
Extrusion die inserts
Mandrels and forming pins
Swaging tools
Drills or Blades
Planer blades, chipper knives, and woodturning chisels.
Gear broaches, hobs, and cold heading punches for fasteners.
Specialized drills for titanium and form cutters for turbine blades.
Surgical blades, bone drills, and specialized scrapers.
Bimetal band saw teeth and circular cold saws.
Unlike stainless steel which can naturally form a protective layer, M2 tool steel is not inherently corrosion-resistant due to its high carbon and alloy content. If your parts are frequently exposed to moisture, high humidity, or corrosive chemicals, M2 will oxidize and rust without proper care.
If your project requires the extreme hardness of M2 but also faces environmental exposure, you don't necessarily have to abandon the material. Just applying professional surface treatments, such as PVD coatings (like TiN or TiAlN), chrome plating, or black oxide. These coatings provide a vital barrier against rust, allowing you to leverage M2’s high-performance cutting and wear properties while maintaining a protected, corrosion-resistant surface.
For the vast majority of general-purpose machining and wear-resistant applications, M2 remains the most cost-effective and reliable choice. You should only consider M35 when dealing with extreme heat or "difficult-to-machine" alloys where standard tools fail too quickly. Meanwhile, T1 is rarely the first choice today unless specifically required by legacy blueprints, as M2 provides a more versatile and durable performance profile for modern manufacturing.
The primary difference between M2 and M35 is the addition of Cobalt in the latter. While M2 is the excellent option of high-speed steels, M35 (often referred to as Cobalt steel) offers significantly higher red-hardness and heat resistance. If your application involves continuous high-speed cutting of hard materials—where temperatures at the tool edge exceed the limits of standard high-speed steel—M35 is the necessary upgrade to prevent premature softening of the tool.
T1 is an older, tungsten-heavy grade that was once the industry standard. However, M2 was developed as a more balanced alternative, replacing a large portion of tungsten with molybdenum. This change makes M2 tougher and more resistant to decarburization during heat treatment than T1. In the modern market, M2 has largely replaced T1 because it offers superior overall mechanical properties and better grindability at a more stable price point.
A client in the heavy machinery sector was experiencing premature failure of high-load transmission gears used in high-torque environments. The original gears, made from standard 4140 alloy steel, were suffering from surface pitting and tooth deformation due to the extreme heat and friction generated during 24/7 operation. They needed a material that could maintain its profile and hardness without becoming brittle under constant stress.
Our VMT engineering team recommended a switch to M2 Tool Steel. To manage the complexities of machining such a hard material, we utilized multi-axis CNC milling with specialized cobalt-coated cutters and a high-pressure cooling system to maintain dimensional accuracy within 0.01mm. To ensure the gears didn't crack under high load, we performed a controlled staged vacuum heat treatment, targeting a balanced hardness of 62–64 HRC followed by precision grinding to achieve a mirror-like surface finish.
The transition to M2 tool steel dramatically improved the gear set’s performance. The M2 gears maintained their tooth geometry even at operating temperatures exceeding 250℃, where the previous steel would have softened. The clients were very satisfied with our solution and willing to keep in touch with us in the future.

If you're not sure whether M2 is the right fit for your part, the decision should be based on:
Your part geometry
Production volume
Performance requirements
Cost target
A proper evaluation can often reveal a more cost-effective alternative—or confirm that M2 is the right choice.
If you want, contact VMT engineering team to help you compare M2 with other materials based on your actual part design and production goals.

Why Is Heat Treatment a Critical Risk Factor for M2 Tool Steel?
The performance of M2 depends entirely on the quality of its heat treatment. When executed correctly, it unlocks maximum hardness and wear resistance; however, poor processing leads to severe issues like cracking, distortion, and a reduction in tool life. For your project, lacking a reliable heat treatment process creates a major hidden risk, leading to unpredictable failure costs and compromised structural integrity.
Is M2 Tool Steel Worth the Premium Price Compared to Carbon Steel?
Although M2 requires a higher upfront investment, its superior durability significantly extends service life, making it the most cost-effective choice over time by lowering the "cost per part" in the long run.
When M2 Tool Steel Is Not the Right Choice?
You can avoid M2 if your parts:
Experience heavy impact loads
Require welding
Need corrosion resistance
Don’t actually face wear problems
In these cases, M2 will increase costs without real benefit.
D2 vs. M2 Tool Steel: Which One Should i Choose?
Choose M2 for high-speed operations where friction creates intense heat; use D2 for heavy-pressure, slow-moving applications that stay at room temperature.
Can M2 Tool Steel Be Welded If a Part Breaks?
It is not recommended, as M2’s high alloy content makes it extremely prone to cracking during welding. Replacing the part is usually safer and more cost-effective than the complex pre-heating and annealing required for repair.
Does M2 Tool Steel Take Well to Surface Coatings Like TiN?
Yes, M2 is an ideal substrate for PVD coatings because its high "red hardness" prevents the material from softening during the high-temperature coating process.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516


 Read more
Read more