16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 424 |
Published by VMT at Jan 15 2022
424 |
Published by VMT at Jan 15 2022





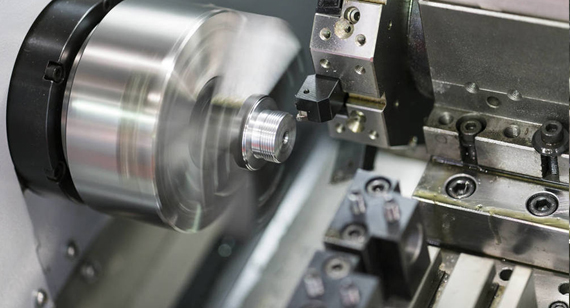
The CNC machining process of sleeve parts varies according to their function, structural shape, material and heat treatment, and size. In terms of its structural shape, it can be roughly divided into two categories: short sleeves and long sleeves. In their CNC machining, their clamping methods and CNC machining methods are very different, which will be introduced separately below.
The key to most sleeve CNC machining parts is how to ensure the coaxiality between the inner hole and the outer surface, the perpendicularity between the end face and its axis, the corresponding dimensional accuracy, shape accuracy and the thickness of the sleeve parts are thin and easy to deform. process characteristics. In the order of CNC machining parts, the principle of first priority is used to deal with two situations:
The first case is: roughing outer circle → roughing and finishing inner hole → final machining outer circle. This solution is suitable for the machining of sleeve parts whose outer surface is the most important surface;
The second case is: rough machining inner hole→roughing and finishing outer circle→final finishing inner hole. This solution is suitable for the machining of sleeve parts where the inner hole surface is the most important surface.

The coaxiality of the inner and outer surfaces of the sleeve parts and the perpendicularity between the end face and the hole axis generally have high requirements. To ensure these requirements, the following methods are usually used:
1) In one clamping, all the inner and outer surfaces and their end surfaces are processed, which can eliminate the clamping error of the workpiece and obtain high mutual position accuracy. However, due to the concentrated process, it is inconvenient for long sleeves with larger sizes, so it is mostly used for turning of smaller sleeves.
2) The CNC machining of the main surface is carried out in several clampings. In this method, the inner hole and the outer circle are based on each other, and the processing is repeated. Each process prepares a positioning base surface with higher precision for the next process, so High mutual positional accuracy can be obtained.
The process feature of sleeve parts is that the wall thickness of the hole is thin, and deformation is often caused by factors such as clamping force, cutting force, internal stress and cutting in CNC machining. For this reason, the following points should be paid attention to.
1) In order to reduce the influence of cutting force and cutting heat, rough and fine CNC machining should be carried out separately.
2) In order to reduce the influence of the clamping force, change the radial clamping to axial clamping; if radial clamping is required, the area of ??the clamping part should be increased as much as possible to make the radial clamping force uniform. Use transition sleeves or spring sleeves to clamp the workpiece, or make process flanges to increase rigidity.
3) In order to reduce the error caused by thermal deformation, the heat treatment process should be arranged between the roughing and finishing stages. After heat treatment of sleeve parts, large deformation generally occurs, and attention should be paid to appropriately enlarge the finishing allowance so that the deformation caused by heat treatment can be eliminated during finishing.

 +86 15099911516
+86 15099911516



 Read more
Read more