16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 278 |
Published by VMT at Jan 04 2022
278 |
Published by VMT at Jan 04 2022





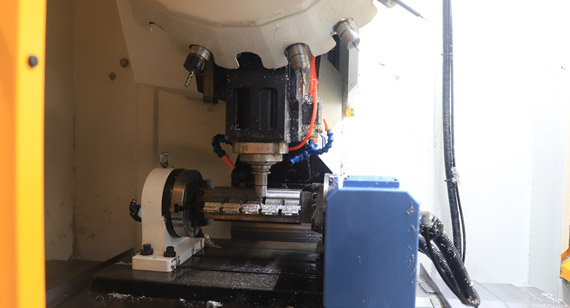
The high-speed cutting CNC machining of aluminum alloy cavity shells is an advanced manufacturing technology that integrates high efficiency, high quality and low consumption. The problems of easy deformation and poor surface quality that are troubled in conventional cutting are processed by high-speed CNC machining. Can be resolved. Aiming at the "small cutting, fast feed" characteristics of aluminum alloy high-speed CNC machining, high-speed CNC machining technology and operation methods are used to perform high-speed CNC milling of aluminum alloy cavity shells, through optimization techniques and cutting parameters of high-speed cutting toolpaths The choice to achieve the purpose of improving CNC machining efficiency and ensuring the quality of CNC machining parts.
There are many reasons for the deformation of aluminum alloy CNC machining parts, and the operation method is also one of the reasons in actual operation. Secondly, the operating skills of aluminum alloy CNC machining parts manufacturers are introduced.
(1) For parts with large milling allowances, in order to have better heat dissipation conditions during the CNC machining process and avoid heat concentration, symmetrical machining should be used in the CNC machining process. If there is a 90 mm thick aluminum plate that needs to be CNC machined to 60 mm, if the other side is CNC milled immediately after all sides of one side are CNC machined, the final size can only be CNC processed at a time, and the flatness can only reach 5 mm; if two Symmetrical processing of side repeated feeds, each side has to be processed twice to the final size, which can ensure a flatness of 0.3mm.
(2) Reduce cutting force and cutting heat by changing the cutting amount. Among the three factors of cutting volume, cutting thickness has a great influence on cutting force. When the milling allowance is too large, the cutting force in one pass is too large, which will not only deform the CNC machined parts, but also affect the rigidity of the machine tool spindle and reduce the durability of the tool. If the cutting thickness is reduced, the production efficiency will be greatly reduced. However, the use of high-speed CNC milling in CNC machining can overcome this problem. While reducing the cutting thickness, as long as the feed is increased correspondingly and the speed of the machine tool is increased, the cutting force can be reduced while ensuring the efficiency of CNC machining.
(3) If there are multiple cavities in aluminum CNC machined parts, it is not advisable to use the cavity-by-cavity continuous CNC machining method in the CNC machining process, because this easily causes the stress and deformation of the CNC machined parts to be uneven. Multi-layer processing is adopted, and each layer is processed as much as possible for each cavity at the same time, and then the next layer is processed, so that the force of the parts is uniform and the deformation is reduced.

Aluminum alloy cavity shells often encounter deformation problems in CNC machining. The "large cutting volume, slow cutting" cutting method of conventional CNC machining methods causes a large amount of cutting heat on the surface of CNC machined parts to be taken away in time and remains in The surface of CNC machined parts makes CNC machined parts easy to deform.
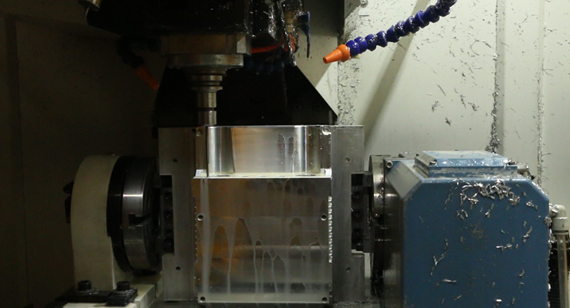
The overall rigidity of the aluminum alloy cavity shell is also poor, and it is also very suitable for the selection of small diameter tools, high speed, high speed, high speed CNC machining technology, and large feed. 95% of the heat generated during cutting by the high-speed machining process will be taken away by the chips and cutting fluid, so that the surface of the CNC machined parts is at room temperature. Moreover, the cutting force and cutting power generated by high-speed CNC machining are very small, so that the tool will not cause extrusion on the surface of the CNC machined parts, thereby reducing the deformation of the CNC machined parts, thereby effectively ensuring the quality of the CNC machined parts.
In terms of the selection of CNC machining tools and feed speeds, VMT precision CNC machining service manufacturers believe that the cutting speed of solid carbide end mills for CNC machining of aluminum alloy parts is generally up to 1000m/min, so the D8 end mills used , The choice of cutting parameters is mainly limited by the spindle speed and feed rate of the machine tool. The spindle speed is determined to be 18 000r/min, the roughing feed rate is set to 6000mm/min, and the finishing feed rate is considered to be CNC machining of the cavity shell. The rigidity of the parts and the surface quality requirements of the CNC machined parts can be selected from 2000 to 3000 mm/min. If the machine tool has high performance, the cutting speed and feed speed can be appropriately increased.

 +86 15099911516
+86 15099911516



 Read more
Read more