16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 1038 |
Published by VMT at Jun 15 2021
1038 |
Published by VMT at Jun 15 2021





CNC metal parts machining burrs are a pain point in all hardware machining industries. In order to solve this problem, VMT engineers have conducted in-depth research to reduce the existence of part defects and provide you with high-quality parts.
Burrs are inevitable during the machining of metal parts. Burrs not only affect the appearance of the product, but also affect the assembly, performance and life of the product. With the development of high technology and the improvement of product performance, the requirements for product quality are becoming more and more stringent, and it is more and more important to remove burrs on metal parts.
Deburring refers to the fine particles on the surface of metal parts. These particles are formed during cutting, grinding, milling and other similar turning processes.
With the development of metal materials in the direction of high strength, high hardness, and high toughness, there are more and more complex integral parts in mechanical products, and it is more and more difficult to deburr. The traditional manual deburring operation cannot meet the above-mentioned deburring requirements. There have been various new mechanized and automated deburring technologies and new processes. In order to improve the quality of the workpiece and prolong the service life, it is necessary to remove the burrs on all metal precision parts. The surface, sharp corners and edges of the work piece must achieve a high degree of metal cleanliness. When necessary, it must be applied to non-plated and electroplated metals.

How to remove burrs on metal machining parts? Below we will specifically introduce several commonly used methods.
The traditional deburring process is called mechanical process, such as grinding, polishing and other processes with different degrees of automation. Cannot guarantee the quality of processed workpieces; production costs and personnel costs are very high.
1. Electrolytic deburring
Scope of application: It is suitable for removing the burrs of cross holes in hidden parts of parts or metal parts with complex shapes. Efficient. Suitable for rounding gears, connecting rods, valve bodies and crankshaft oil passage holes and sharp corners, etc.
2. Chemical deburring
Chemical deburring is processing using chemical energy. The burrs are first fried and crisped by chemical methods, and then other methods are used to remove the burrs. Put the processed parts into the metal solution, and the metal on the surface of the parts will be transferred to the solution in the form of ions. These ions will adhere to the surface of the part to form a high-resistance and low-conductivity film to protect the workpiece from corrosion. Since the burr is higher than the surface, it can be removed by chemical action. This deburring method is widely used in fields such as pneumatics, hydraulics, and engineering machinery. It has good performance for internal burrs that are difficult to remove and metal parts machined after heat treatment.
Remarks: Suitable for internal burrs that are difficult to remove, which may cause abnormal burrs in the pump body, valve body, etc. (thread thickness less than 7).
3. High temperature deburring
Put the metal parts that need to be deburred into a closed chamber, and then send them into a hydrogen-oxygen mixed gas at a certain pressure, ignite the mixed gas to explode, release heat, and burn off the burrs after the metal parts are processed. Will not damage the parts.
Remarks: The equipment is expensive (several millions), the operators have high technical requirements, low efficiency, and side effects (rust, deformation); Application scope: used for some high-precision parts, such as precision metal machining parts such as automobiles and spacecraft.
4. Roll to remove burrs
Put the metal workpiece and the abrasive together in the closed drum. During the rotation of the drum, the dynamic torque sensor, parts and abrasive will be ground together to remove burrs. The abrasive can be quartz sand, wood chips, alumina, ceramics, metal rings and the like.
5. Manual deburring
This method is more traditional and also the most time-consuming and labor-intensive. It is mainly done by hand with steel files, sandpaper, grinding heads and other tools. Now the most commonly used in production is trimming knife, which gradually replaced these traditional methods, it is more convenient to use, cost-effective and environmentally friendly.
Scope of application: Low technical requirements for workers, suitable for metal machining parts with small burrs and complex structures.
6. Ultrasonic deburring
After the ultrasonic generator is energized, it converts 50HZ alternating current into ultrasonic frequency electric oscillation, and the transducer converts the ultrasonic frequency electric oscillation into ultrasonic frequency mechanical vibration. Because the mechanical vibration amplitude is small, only about 4mu, it cannot be directly used for processing. Instead, the horn is used to amplify the amplitude and transmit the vibration to the vibration transmission rod, super-drive the hard abrasive on it to produce longitudinal vibration, and realize the super-hard abrasive The additional ultrasonic vibration. Since the amplitude at the node (theoretically a circular line) is zero, the entire vibration system can be fixed on its shell through the node. The disadvantage is that ultrasonic deburring is not applicable to all types. It performs well for bystanders who cannot be observed by the naked eye, but this method is not feasible for burrs that are visible and adherent to the naked eye.
7. Mould deburring
Use a die to remove burrs on the punch.
Remarks: If you need a mold (rough mold + fine mold), you may need to add a set of molding molds. Scope of application: It is suitable for metal processing workpieces with complex parting surfaces, and the efficiency and deburring effect are better than manual operations.
8. Grinding deburring
There are many methods of grinding and deburring, the most commonly used are: shaking, sandblasting, rolling and other methods.
Remarks: There are drawbacks to removing impurities, and some require manual treatment of remaining burrs or other methods to remove burrs. Scope of application: suitable for large quantities of small parts.
9. Frozen deburring
Cooling makes the surface of the burr brittle, and then use shot blasting to remove the burr.
Remarks: The equipment is about two to three million yuan, not all companies can use it; Scope of application: suitable for metal machining parts with small burr wall thickness.
10. Deburring of engraving machine
The equipment price is not very expensive (tens of thousands), and the scope of application: it is suitable for metal parts with complex spatial structure and complex rules.
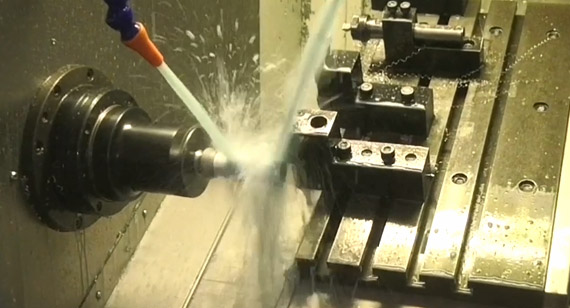
11. High-pressure water spray to remove burrs
Using water as the medium, the instant impact is used to remove burrs and flashes that appear after metal parts are processed, as well as the cleaning effect.
Remarks: The equipment is expensive, most of which are used in the heart of automobiles and hydraulic control systems of construction machinery.
12. Sandblasting and deburring
For the burrs of aluminum alloy machining parts, we divide them into burrs that can be removed by hand and burrs that can be removed with a knife. For burrs that can be removed with nails, we use sandblasting and other sandblasting air compressors in the oxidation process. The exhaust pressure of the air compressor is generally not more than 0.8MPa, which can remove some burrs.
You are welcome to participate in the exploration and deburring together, to provide you with better value!

 +86 15099911516
+86 15099911516



 Read more
Read more