16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 2505 |
Published by VMT at Sep 14 2022
2505 |
Published by VMT at Sep 14 2022





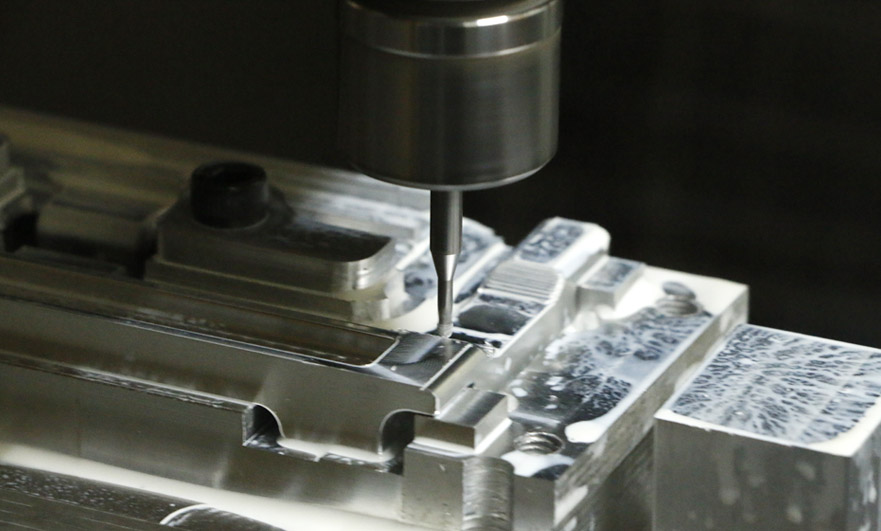
What to do if there are too many burrs when milling aluminum parts with CNC machining? Burrs will not only reduce the machining accuracy of CNC machined aluminum parts, thereby affecting the performance of the parts, but also increase the cost of CNC machining. Therefore, deburring is often required, which is not only troublesome, but can also damage CNC machined parts. Therefore, it is better to control the burr as much as possible during CNC machining.

Burrs are small metal particles that appear on the surface of CNC machined parts, which are characterized by protruding molding surfaces. Burrs usually appear at the cut end of the material being processed due to plastic deformation of the material. This is especially common in ductile materials such as aluminum.
The shape and size of burrs are influenced by factors such as CNC machining material and its end support stiffness, tool geometry, tool cutting path, tool wear, cutting parameters and coolant usage.
Burrs Hazard
Burrs will reduce the accuracy of CNC machining, measurement and installation, and affect the dimensional accuracy, shape and position accuracy of CNC machined aluminum parts.
The hardening and shedding of burrs causes cracks and shortens the life of CNC machined aluminum parts.
Producers and machine users are at risk of injury.
The presence or absence of glitches can cause electrical shorts. If it falls on a sliding part, it will wear out faster and cause an accident.
Methods of controlling glitches
Selection of CNC machining sequence
When organizing the CNC machining sequence, it is necessary to place the processes that generate burrs first, and then place the processes that do not generate burrs (less burrs and less number of burrs). Or reasonably use several subsequent processes to remove glitches from previous processes. For example, when CNC machining stepped grooves, CNC machining deep grooves first, and then CNC machining shallow grooves can remove the groove edge burrs generated during deep groove machining and improve CNC machining quality.
Selection of CNC machining methods
When designing the process, try to choose a treatment method that produces less burrs or helps to remove burrs.
For example, when cutting CNC machining, it is necessary to place the cutting edge at a position where the cutting edge angle θ of the part (the intersection angle between two adjacent machining surfaces) is large and the end support stiffness is high, and burrs can be effectively reduced or completely eliminated.
On the milling machine, the cut-in layer is thick, the cut-out layer is thin, the cutting is stable, the generated burr is small, and the cut-in layer is thin. In addition, the upper and lower milling machines have thicker cut layers and generate larger burrs, and climb milling should be used as much as possible to reduce CNC milling burrs.
When CNC milling the plane, using the end mill to CNC machine the plane of the part will increase the cutting force generated when cutting perpendicular to the machined surface, resulting in larger burrs. Climb milling with a cylindrical face milling machine can effectively reduce the generation of burrs.
In addition, even if the burr cannot be completely suppressed during CNC machining, the cutting edge must be positioned to facilitate deburring in order to reduce the cost of deburring.
CNC machining tool selection
Metal CNC machining is achieved by extruding the tool from elastic deformation - plastic deformation to cut the machined part of the workpiece. Since the aluminum alloy material itself has good toughness and elongation, the chips are not easy to crack, so the cutting edge of the tool needs to be sharpened.
Sharp high-speed steel knives, carbide knives (aluminum knives) and PCD knives are available. The purpose is to shorten the elastic deformation and plastic deformation time of the part itself, and prevent the machined part of the part from being cut by burrs.
At the same time, however, tool wear also has a significant effect on burr formation. For continuous high-volume CNC machining production, the wear resistance of the tool should be considered, and the tool should remain sharp for a longer time. Currently, the PCD tool is recommended. Special compound tools (compound milling cutters, compound drills, etc.) can also be used during machining. Since the burrs generated by the previous tool can be removed by the next tool, the generation of burrs can be suppressed while improving the CNC machining quality.
Adjust cutting parameters
For example: increase the rake angle of the tool, reduce the cutting thickness, and adjust the cutting speed. These can be adjusted according to the actual situation.
Toolpath Optimization
Tool withdrawal is the main factor for the formation of burrs in the cutting direction. Under normal circumstances, the burr generated when the milling cutter is screwed out of the CNC machined part is relatively large, and the burr generated when the milling cutter is screwed into the CNC machined part is relatively small.
Choice of cutting fluid
Use cutting fluids with excellent anti-stick properties to reduce tool wear, extend life, lubricate the milling process and reduce burr size.
Other methods
Multi-part overlap processing
Keep the edge of one part close to the edge of the other part. This can not only shorten the cutting stroke, improve production efficiency, but also increase the rigidity of parts during CNC machining, reduce cutting deformation, and effectively prevent and reduce the occurrence of burrs.
Various attachments are used for auxiliary support and filling at the edges of CNC part machining. For example, when CNC machining small holes in thin-walled pipes, the mandrel is inserted into the CNC part, drilled and removed. This will prevent deformation of the CNC machined part and prevent burrs from forming in the hole.
The above is the summary of VMT CNC machining manufacturers, if you have better ideas, please contact us and discuss with us.

 +86 15099911516
+86 15099911516



 Read more
Read more