16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 248 |
Published by VMT at Aug 02 2021
248 |
Published by VMT at Aug 02 2021





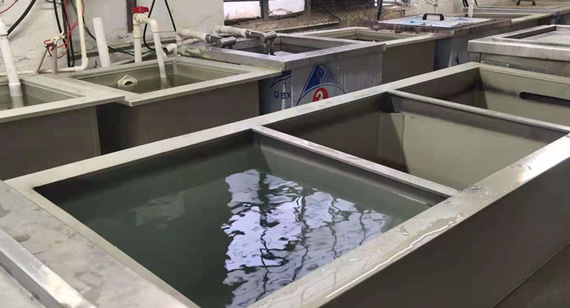
CNC machining components parts often encounter various problems in the production and processing of anodizing. For example, after oxidation dyeing, it is found that there is a color difference or uneven dyeing on the surface of the CNC machining components parts. These are relatively common problems. There are many reasons for uneven dyeing and chromatic aberration. In order to make it easier for everyone to understand, VMT's surface treatment experts have compiled some knowledge for everyone.

During the anodizing process of the CNC machining components parts, uneven coloring leads to color deviation. The appearance of the last batch of products is inconsistent with this batch of products, such as inconsistent gloss, inconsistent color, and surface depression.
Causes of anodic oxidation color difference of CNC machining components parts
1. When the material is oxidized, the effect of the final CNC machining components parts will be different due to factors that affect the treatment effect such as composition, content, concentration, temperature, treatment time, etc;
2. In the closed coloring process of the CNC machining components parts, because the material has color difference in the pre-treatment process, it increases the difficulty of color matching and toning;
3. The metal element content and material texture of different batches of raw aluminum plates cannot be kept consistent. After many adjustments and sample evaluations during the coloring process, it is difficult to achieve the same effect as the sample.
How to avoid the chromatic aberration of anodized CNC machining components parts?
1. CNC machining components parts surface cracks and deep holes have residual acid. This is the most common problem with oxidation dyeing. In the case of severe chromatic aberration of the same workpiece, the dyed film will even become blurred, causing some parts to be unable to be dyed.
What to do in this situation? Wash the CNC machining components parts thoroughly before dyeing, and try to neutralize it with ammonia or dilute lye. It is best to use a surface conditioner to remove residual acid in order to achieve a control effect.
2. No cleaning or improper dyeing operation CNC machining components parts after anodizing. The result of this situation is that different batches of workpieces have different colors, and workers must strictly abide by the operating specifications when operating.
3. The thickness of the anodic oxide film is inconsistent. This factor will also cause the color difference of different batches of CNC machining components parts, and the same batch of workpieces using different alloy materials will also cause this situation. At this time, ht470 retarder should be used to control the dyeing speed of the workpiece, so that the worker can control the progress of the color depth, so as to achieve the purpose of controlling the color difference.
Summarize
From the above factors, we can see that when anodizing after CNC machining components parts, there are many factors that produce color difference, such as raw materials, treatment chemicals, processing time, processing temperature, etc. Therefore, these preventive measures need to be taken when adjusting color difference. Thank you for watching, and I hope this sharing is helpful to you.

 +86 15099911516
+86 15099911516


 Read more
Read more