16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 86 |
Published by VMT at Jun 11 2026 | Reading Time:About 4 minutes
86 |
Published by VMT at Jun 11 2026 | Reading Time:About 4 minutes






A bicycle frame may carry the brand name, but the components ultimately determine how the bike shifts, brakes, and transfers power to the road. When a stem cracks at the clamp, a derailleur hanger bends on the first minor impact, or a crank arm develops play after just three months of riding, the root cause invariably traces back to a single decision: how those parts were manufactured and the materials used.
CNC machining has become the go-to production method for high-performance bicycle components. As a subtractive manufacturing process, it shapes parts from a solid billet while perfectly preserving the material's original structural integrity. Furthermore, CNC-programmed toolpaths guarantee flawless dimensional consistency across every single part in a production batch—a level of repeatability that neither forging nor casting can reliably deliver.
This guide provides a comprehensive breakdown of CNC machining for bicycle parts. We will explore material selection; identify popular CNC bike components; discuss the tolerance and surface finish;and share DFM strategies . Finally, we include a production case study from our factory to illustrate how these engineering principles used in high-quality delivered parts.

Of course, you don't want your customers to have a poor experience after purchasing their bicycles: a bike assembled with defective parts can suffer catastrophic failure and breakage under real-world riding conditions due to manufacturing flaws, creating serious risks. For instance, if a stem clamp has internal porosity or residual machining stress, it can suddenly snap under repeated tensile loads. Similarly, if the hole walls of a hub flange have burrs or micro-cracks, it can easily crack under long-term, high-load riding. Even a minor deviation of just 0.1 mm in the machining precision of a derailleur hanger can lead to inaccurate shifting and chain skipping.
While these manufacturing defects in bicycles can occur during processes such as casting or forging, they never result from precision CNC machining.
The choice of material determines every bicycle component's strength-to-weight ratio, fatigue behavior, corrosion resistance, and machinability. Four primary alloy groups dominate CNC bicycle part manufacturing, each tailored to distinct performance requirements and cost brackets.
6061-T6 Aluminum: The All-Around Alloy
6061-T6 offers an effective balance of machinability, corrosion resistance, and post-weld strength. With a tensile strength of approximately 310 MPa and a density of 2.70 g/cm³, it provides adequate structural capacity for stems, seatpost clamps, and non-drivetrain brackets. The alloy also anodizes consistently, producing even color distribution across complex machined surfaces. This matters when the visual finish is part of your brand identity.
However, 6061 has a lower ultimate tensile strength than 7075. For parts that operate near the material's yield point under peak loads (such as thin-walled stem extensions), this lower ceiling becomes a design constraint. The key question during material selection: does the peak stress under worst-case operating conditions stay within 6061's safe performance window?
7075-T6 Aluminum: High-Strength Security for Critical Components
Boasting a tensile strength of around 510 to 540 MPa, 7075-T6 delivers a strength-to-weight ratio comparable to certain titanium alloys, but at a fraction of the raw material cost. This makes 7075 the default choice for crank arms, derailleur hangers, chainring spiders, and thru-axles—components where cross-sections are minimized for weight reduction but must endure repeated peak loads.
The trade-off lies in corrosion resistance. With zinc as its primary alloying element, 7075 is more susceptible to galvanic corrosion when paired with carbon fiber or dissimilar metals in damp environments. While a properly surface anodizing can mitigate this vulnerability, the coating thickness must be factored into the dimensional tolerance chain.
Ti-6Al-4V (Grade 5 Titanium): Premium High-End Performance
At a density of 4.43 g/cm³ (roughly 60% heavier than aluminum but 45% lighter than steel), titanium alloy delivers a tensile strength exceeding 900 MPa. For elite bicycle components —such as pedal spindles, suspension linkage bolts, and premium stem fasteners—titanium offers the strength of steel at a weight much closer to aluminum.

The chief manufacturing challenge is its poor thermal conductivity causes more difficult machining process. Titanium generates intense heat at the cutting zone but fails to dissipate it quickly, concentrating the thermal load on the CNC cutting tool tip rather than transferring it out via the chips. So, machining requires significantly lower cutting speeds (typically 50 to 60 m/min for turning, compared to 200+ m/min for aluminum), which mean longer machining time and higher cost. Also, this can lead to possible parts recall if the fixturing and coolant systems are not explicitly configured for the hard-to-machine titanium.
303/304 Stainless Steel: Corrosion Resistance and Durability
Stainless steel appears in bicycle components that prioritize corrosion resistance and surface durability over weight savings: brake hardware, dropout inserts, axle nuts, and certain hub internals. 303SS offers better machinability due to its sulfur content(which means lower machining cost), while 304SS provides higher corrosion resistance for externally exposed fasteners. The relatively high density (approximately 8.0 g/cm³) limits stainless to some small parts with corrsion-resistant requirement, which does not impose excessive weights.

Every bicycle component presents a unique set of geometric challenges, tolerance requirements, and material constraints. Below is a detailed breakdown of the components that benefit most from CNC production, along with the specific machining considerations required for each.
Stems and Handlebar Stems
A stem connects the fork steerer tube to the handlebar through two highly stressed clamping interfaces. Both clamp bores must be concentric with their mating surfaces to within 0.02–0.03 mm; any deviation creates a stress concentration at the edge, initiating fatigue cracking under cyclic loading. To prevent this, 4-axis CNC machining produces both the steerer and handlebar clamp bores in a single setup, guaranteeing perfect alignment and perpendicularity between the two axes.

Crank Arms and Cranksets
A crank arm must remain structurally stable through millions of load cycles. During pedaling, the rider’s downward force exerts an intense bending and torsional moment on the arm. Peak stress concentrates where the cross-section changes abruptly between the arm body and the spindle interface. CNC machining enables precise pocket milling on non-load-bearing faces, removing excess weight while preserving structural integrity. Furthermore, thread milling provides the ultra-precise perpendicularity required for the 9/16" × 20 TPI pedal thread, avoiding the pedal spindle binding, bearing wear, or clicking noises caused by misalignment.

Derailleur Hangers
A derailleur hanger must deform predictably at a specific load threshold to protect the frame and derailleur body during an impact. Crucially, the mounting face that locates the hanger against the frame dropout must be machined flat to within 0.02 mm. And any angular error at this interface misaligns the derailleur relative to the cassette, causing indexing issues that degrade shifting performance. Precision CNC machining guarantees this absolute flatness, avoiding the surface irregularities common in stamped or cast alternatives.

Hubs and Brake Hubs
Hub shells must reliably transfer intense spoke tension from the flange to the axle bearings. To achieve this, 4-axis CNC machining indexes the flange hole pattern directly relative to the bearing bore, establishing perfectly consistent spoke bracing angles and diameters around the full circumference. For disc brake hubs, single-setup machining of the bearing bore, flange faces, and rotor mount ensures perfect perpendicularity of the rotor mounting face, avoiding intermittent brake pad rub and constant drag.

Pedals and Pedal Inserts
CNC-machined pedal bodies are milled to create the optimized platform shape, spindle bore, and pin thread locations. The spindle bore demands an incredibly precise bearing seat diameter (typically an H7 tolerance) along with a concentric thread relief for the retaining nut. The traction pins are machined with threads cut to a uniform depth to prevent stripping from the body during aggressive trail riding.

Seatpost Clamps
An out-of-round clamp bore allows the seatpost to slip under the rider's weight, scratching premium post finishes. To prevent slippage, the clamp bore must remain perfectly round to within 0.03 mm when torqued to specification. Precision CNC boring achieves this strict roundness directly in a single production setup, avoiding the secondary boring operations that low-cost cast alternatives frequently skip.

Tolerance specifications for bicycle components divide into three categories: safety-critical fits, performance-sensitive interfaces, and cosmetic dimensions. Applying the correct tolerance band to each category controls production cost without compromising function.
Safety-Critical Fits
The stem-to-steerer clamp, handlebar clamp, and brake caliper mounting interface all fall into this category. A loose stem clamp allows the handlebar to rotate under braking force; a loose brake mount shifts under load and alters pad contact. These interfaces typically require H7/g6 sliding fits or direct clamping on precision-bored diameters, with bore roundness held to within 0.02 mm and surface finish controlled to Ra 0.8–1.6 µm to maintain consistent friction at the clamped interface.
Performance-Sensitive Interfaces
Bearing seats in hubs, bottom brackets, and pedal bodies require dimensional control that prevents bearing creep (too loose) and excessive preload (too tight). A bearing seat diameter tolerance of H7 (+0.015/0 mm for a 15 mm bore) is standard. More critical is the roundness of the bore. A non-round bearing seat brinells the bearing outer race under load, and end users frequently misdiagnose the resulting roughness as "bad bearings." The root cause is the bore's machining accuracy: a housing geometry problem, not a bearing quality problem.
Cosmetic and Non-Critical Dimensions
External profiles, pocket floors, and non-mating surfaces can tolerate ±0.1 mm or looser without affecting function. Over-tolerancing these features is the most common cost driver in custom bike part programs. A stem faceplate with every external edge dimensioned to ±0.01 mm will cost significantly more than the same part with tight tolerances reserved for functional surfaces and cosmetic edges relaxed to ±0.1 mm. The end user will perceive no difference between the two, yet the procurement cost difference is substantial.
Inspection Equipment for Bicycle Component Verification
A competent CNC machining provider verifies bicycle part dimensions with equipment calibrated to the tolerance band being checked:
Surface finishing on bicycle parts serves three functions: corrosion protection, wear resistance, and visual branding. The finishing specification should be selected at the design stage, because the coating thickness must be factored into the machined dimensions.
Type II Anodizing (Decorative)
Type II sulfuric acid anodizing produces an oxide layer of 5–25 µm thickness that accepts dye for color. This is the standard finish for stems, seatpost clamps, and non-drivetrain aluminum components where the primary requirements are corrosion resistance and brand color matching. The process allows black, red, blue, gold, and custom colors with consistent coverage across machined surfaces, provided the base material is 6061 or another alloy with good anodizing response.

Hard anodizing builds a 25–100 µm oxide layer with hardness approaching 60–70 HRC on the surface. For crank arms, pedal bodies, chainring teeth, and derailleur hangers that experience sliding wear or impact, Type III provides substantially better abrasion resistance than Type II. This added durability does come with a requirement, though: the thicker coating requires dimensional compensation in the machining program. A bore specified at 15.00 mm finished diameter must be machined to approximately 15.05 mm to account for coating growth.
Bead blasting before anodizing creates a uniform matte texture that hides minor machining marks and provides a consistent substrate for dye absorption. The process uses glass bead media at controlled pressure to avoid dimensional changes on critical surfaces. Bead-blasted and anodized surfaces are the standard aesthetic for high-end bicycle components because the matte finish resists fingerprint marking and maintains its appearance through handling and installation.
Laser Engraving and Marking
Post-anodizing laser marking removes the oxide layer in a controlled pattern to expose the bright aluminum substrate, creating high-contrast logos, torque specifications, and part numbers that do not wear off. This step is performed after anodizing to prevent the marking from being covered by the coating.
Design for manufacturability (DFM) analysis identifies features that will increase machining cost or reduce yield before the part reaches the shop floor. For custom bike components, the following DFM factors have the highest financial impact.
Internal Corner Radii
Because an end mill is a rotating cylinder, it cannot produce a perfectly sharp internal corner. Every internal corner on a CNC-machined bike part therefore inherits a radius equal to half the cutter diameter. A stem body pocket designed with a 1.5 mm internal radius can use a 3 mm end mill for roughing and finishing. A design that specifies a 0.5 mm internal radius requires a 1 mm end mill, which deflects more, cuts slower, and breaks more frequently. The larger the minimum internal radius the design allows, the faster and more cost-effective the machining cycle becomes.
Thin Wall Constraints
Bicycle components routinely push wall thickness to the minimum for weight savings. However, walls below 1.5 mm thickness in aluminum and 2.0 mm in titanium vibrate under cutting forces, producing surface chatter and dimensional variation. Where a thin wall is unavoidable (stem faceplates, hollow crank arm sections), the machining strategy must include reduced depth of cut, high-speed toolpaths that maintain constant cutter engagement, and fixturing that supports the thin section against cutting forces.
Thread Relief and Bottoming Taps
Blind threaded holes, common in stem faceplates and pedal bodies, require a thread relief at the bottom to prevent the bolt from bottoming on an incomplete thread. A relief groove machined at the base of the threaded hole provides space for the bolt to fully engage the threads without hydraulic locking. DFM review flags missing thread reliefs before machining, eliminating the rework cycle that occurs when bolts bottom out during assembly.
Undercut Accessibility
Features on the underside of a part that a standard end mill cannot reach require either a T-slot cutter, a dovetail cutter, or a secondary setup. Each option adds time and cost. DFM review identifies undercut features and either proposes an alternative geometry that is machinable from above, or confirms that the required special tooling is available before the job reaches the machine.
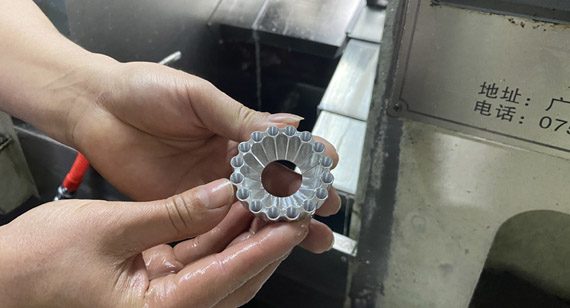
An aftermarket bicycle component brand required CNC-machined derailleur hangers in 7075-T6 aluminum for a new gravel bike frameset. The design combined a direct-mount interface with tight flatness and position tolerances to guarantee consistent shifting across a 12-speed cassette.

The Challenge
The hanger's mounting face required a flatness of 0.02 mm across the entire dropout contact surface. A deviation at this interface would tilt the derailleur body relative to the cassette, shifting the index position for each gear. Additionally, the design included a threaded M10×1.0 insert bore that had to be concentric with the mounting face to within 0.05 mm. Any eccentricity would misalign the derailleur pivot axis relative to the cassette axis, producing inconsistent shift quality across the gear range.
VMT's Production Approach
The production sequence was organized around maintaining the geometric relationship between the mounting face and the threaded bore. VMT machined both features in a single CNC milling setup: the mounting face was finish-milled to 0.02 mm flatness, and the M10×1.0 bore was thread-milled in the same clamping to guarantee concentricity. Thread milling was selected over tapping because it produces more accurate thread position and perpendicularity relative to the face.
Following machining, each hanger received Type II black anodizing. The pre-anodize machining dimensions were offset by 0.02 mm per surface to compensate for coating growth, maintaining the post-anodize tolerance. Every hanger in the production batch underwent CMM inspection of the mounting face flatness, bore position, and thread perpendicularity, with data recorded against the batch heat number.
The Result
The hangers have been in service across 500+ framesets for over 12 months. Zero hangers have been returned for dimensional non-conformance, and the brand reports consistent derailleur alignment and shift quality across all production framesets.

CNC machining is not the cheapest way to make a bicycle part. Casting and forging produce lower unit costs at volume. But for a component that determines how a bike shifts, brakes, and responds to rider input, manufacturing method is not a cost decision.When evaluating a manufacturing partner for custom bicycle components, three capabilities separate production-grade suppliers from prototyping-only shops: the ability to hold bore positional tolerances across intersecting axes in a single setup, the metrology infrastructure to verify those tolerances at the batch level, and the process discipline to compensate for coating thickness in the machining program. A supplier that demonstrates all three delivers parts that install correctly, perform predictably, and outlast expectations. For custom bicycle components that require tight geometric tolerances and batch-level dimensional verification, VMT delivers single-setup CNC machining with complete CMM reporting. Explore VMT's CNC Machining Services for Bicycle Parts, Start Your Project Today.

Q1: What bicycle parts are best suited for CNC machining versus other manufacturing methods?
Stems, crank arms, derailleur hangers, hubs, pedal bodies, and seatpost clamps benefit most from CNC machining because these parts combine intersecting bore geometries, tight positional tolerances, and safety-critical interfaces. Casting is more cost-effective for non-structural parts like decorative frame components, while forging excels at high-volume parts with simple geometries like pedal axles. CNC machining occupies the intersection of low-to-mid volume, complex geometry, and precision-critical function.
Q2: Why is 7075-T6 aluminum preferred over 6061-T6 for high-stress bicycle components?
7075-T6 provides roughly 65% higher tensile strength than 6061-T6 at the same density, because zinc is the primary alloying element in 7075 while magnesium and silicon drive 6061's properties. For a crank arm or derailleur hanger, this strength advantage allows a thinner cross-section at the same fatigue life, or a longer fatigue life at the same cross-section. The tradeoff is that 7075 is more susceptible to corrosion and more expensive as a raw material, so the application must warrant the cost difference.
Q3: How important is anodizing for CNC-machined aluminum bicycle parts?
Anodizing provides both corrosion protection and surface hardness. Without anodizing, raw 7075 aluminum exposed to sweat, road spray, and humidity develops surface pitting that initiates stress corrosion cracking over time. For 6061 parts, anodizing prevents the white oxidation powder that forms on bare aluminum surfaces. The anodizing type (Type II decorative versus Type III hard) is determined by whether the part's primary requirement is appearance or wear resistance.
Q4: What tolerance should be specified for a bicycle stem clamp bore?
A stem handlebar clamp bore should be held to H8 (+0.027/0 mm for a 31.8 mm diameter) with a roundness specification of 0.03 mm maximum. This tolerance band ensures that the clamp grips evenly around the full bar circumference when torqued. A bore that is oversize or out-of-round concentrates clamping force at the bolt locations, creating pressure points that can crush lightweight handlebars or slip under load.
Q5: How does single-setup machining improve bicycle part quality?
Every time a part is removed from the machine and re-clamped in a different orientation, the new setup introduces a positioning error. For a stem body, the angular relationship between the steerer clamp bore and the handlebar clamp bore drifts by 10–20 µm across two setups. Single-setup 5-axis machining completes both bores without re-clamping, so the angular relationship is determined by machine tool accuracy rather than fixture repeatability. This directly improves clamp evenness and reduces stress concentration at the clamp edge.
Q6: What information should be included when requesting a quote for CNC machined bicycle parts?
A complete RFQ package includes a 3D CAD file (STEP or IGES format), a 2D drawing with critical dimensions and tolerances called out, the target material grade and temper, the required surface finish specification, the estimated annual quantity and initial batch size, and any applicable quality certification requirements (ISO 9001, IATF 16949, etc.). Providing all of these elements in the initial request eliminates the back-and-forth that delays quotation turnaround.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more