16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 173 |
Published by VMT at Jun 09 2026 | Reading Time:About 4 minutes
173 |
Published by VMT at Jun 09 2026 | Reading Time:About 4 minutes






A coffee machine is, fundamentally, a pressure vessel operating at the heart of cafes, offices, and morning rituals. Inside, nine bars of pressure cycle through a brass group head at 93°C, enduring thousands of thermal cycles annually with food contact on every wet surface. When a CNC-machined part drifts out of tolerance in this system, the failure is immediate and costly: a portafilter blows off mid-extraction, a steam wand drips and scales shut, or a mere 0.01 mm of runout in the burr carrier collapses your particle distribution. Suddenly, a $15,000 espresso machine becomes a paperweight.
Yet, most CNC shops treat these components like generic industrial hardware, machining strictly to blueprints without understanding brew pressure, food-safe surface requirements, or thermal expansion.
This guide maps every critical CNC decision in coffee equipment manufacturing: process selection, how materials dictate both user experience and durability, which tolerances impact extraction quality, and how to partner with a manufacturer who understands the nuances of specialty coffee engineering. At the very end, we will also share our factory’s approach to manufacturing cnc coffee machine parts.
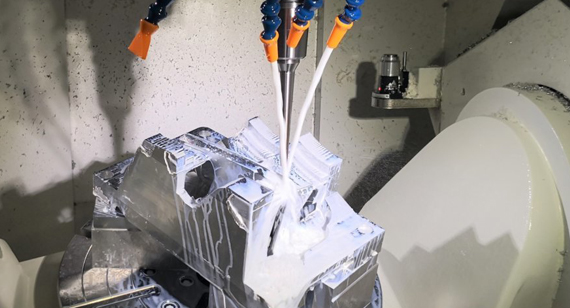
CNC machining removes material from a solid metal blank using computer-controlled cutting tools, producing parts directly from a 3D CAD model. For coffee equipment, this subtractive process offers three critical advantages that casting, stamping, and injection molding simply cannot match.
Not every metal part in a coffee machine requires CNC machining. However, components that control fluid dynamics, pressure containment, grind consistency, and user interface forces almost always do. These parts share a common thread: their geometry directly dictates machine performance, and tolerances looser than 0.01-0.02mm lead to immediate, detectable failures.
Group Heads and Brew Heads
The group head is where 9-bar water meets the coffee puck. Its complex internal geometry—including distribution channels, sealing surfaces, and portafilter locking lugs—must remain dimensionally stable across thousands of intense thermal cycles. Machining a group head from a solid brass or stainless steel billet preserves this geometry far better than casting.
Here, the portafilter lug ramps demand precise 3-axis or 5-axis milling. A mere 0.1 mm deviation in the ramp angle alters the locking force and compromises gasket compression, leading to a spectacular pressure leak at 9 bar. For stainless steel group heads operating in high-chloride water environments, 316 stainless steel is preferred over 304. The molybdenum in 316 resists the pitting corrosion that eats through 304 at brew temperatures over extended service. To handle this, a shop must use conservative toolpaths and sharp carbide tooling, as 316 work-hardens rapidly.

Portafilters and Filter Baskets
While a portafilter looks like a simple handle attached to a basket holder, the internal diameter (ID) where the filter basket seats is a critical dimension. An ID tolerance of H7 (+0.015/0 mm for a 58 mm nominal bore) keeps the basket secure during extraction while allowing easy removal for cleaning. If it is too tight, the basket jams after thermal expansion; if too loose, the basket rattles, breaking the puck seal at the gasket edge.CNC turning shapes the portafilter body from bar stock, but the asymmetric locking lugs require subsequent milling.

Steam Wands, Valves, and Levers
Steam wand components operate under 1.2 to 1.5 bar of saturated steam. The ball joint at the wand pivot, the valve spindle, and the steam tip all require ultra-smooth surface finishes to prevent milk protein adhesion. A valve spindle with a roughness of Ra 1.6 µm or worse will accumulate baked-on milk residue within days. The solution isn't harsher cleaning chemicals; it is a precision-turned or centerless-ground finish of Ra 0.4–0.8 µm. Knurled steam levers and control knobs represent a secondary CNC application. Multi-axis milling delivers ergonomic profiles and crisp, consistent knurling that injection molding cannot replicate—especially on stainless steel parts where molded textures would wear smooth within a year of commercial service.

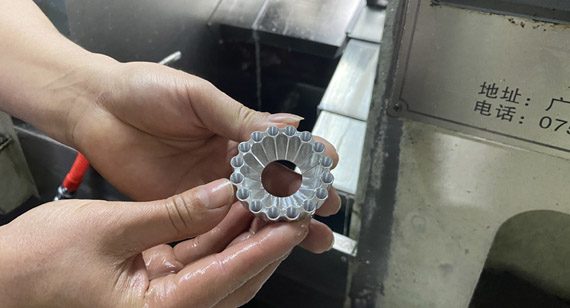
Grinder Burr Carriers and Housings
The burr carrier is the most tolerance-sensitive component in a coffee grinder, responsible for holding the rotating burr perfectly concentric to the stationary one. Any runout above 0.02 mm creates an uneven grind gap, resulting in a bimodal particle distribution: "fines" from the tight side and "boulders" from the wide side. This causes the same dose of coffee to be simultaneously over-extracted and under-extracted.
Achieving the necessary alignment requires single-setup CNC turning of the bearing bore, burr mounting face, and thread features to eliminate stacked errors. For commercial grinders, 6061-T6 aluminum is the industry standard. It machines cleanly, dissipates heat from the grinding chamber, and remains corrosion-free in the dry environment inside the grinder body.

Tamper Bases and Distribution Tools
A high-end tamper base requires two things: a bottom face flat within 0.02 mm, and an outer diameter (OD) that leaves a strict 0.3 to 0.5 mm annular gap inside the filter basket. If the fit is too tight, the tamper creates a vacuum that disturbs the puck on the upstroke; if too loose, coffee grounds escape around the edges, leaving an uncompressed "halo" at the basket wall. CNC turning from 304 or 316 stainless steel establishes the base geometry, followed by surface grinding to ensure true flatness. Precision manufacturers calibrate their tamper ODs to specific basket brands (e.g., VST, IMS). Holding a strict ±0.01 mm tolerance on the OD ensures this calibration remains reliable across every production batch.

Material choice for coffee machine components goes far beyond basic mechanical properties. It is a decision that simultaneously dictates flavor purity, long-term durability, and regulatory compliance. You need to choose materials that extract absolutely nothing detectable (like stainless steel), offer desirable thermal properties (like brass), and comfortably pass stringent food safety inspections.
Stainless Steel: 304 vs. 316 for Food Contact
304 stainless steel is absolutely popular for coffee equipment. It machines adequately, resists corrosion from coffee acids (pH approximately 4.5–5.5 for brewed coffee), and passes FDA and LFGB food-contact requirements without additional coating. For most coffee machine parts — drip trays, body panels, mounting brackets, tamper bases — 304 is the correct default choice.
316 stainless steel earns its cost premium in two specific coffee applications: parts exposed to chlorinated water descaling solutions, and parts operating in coastal cafes where ambient salt spray accelerates pitting corrosion. The 2–3% molybdenum content in 316 forms a more stable passive layer than 304's chromium-only oxide.For a commercial group head or boiler fitting expected to run daily for a decade, the incremental upfront material cost of 316 is negligible.
From a manufacturing standpoint, 316 requires a 15–20% reduction in cutting speeds compared to 304 due to its higher work-hardening rate. Because this adds up over large production runs, 316 should be specified selectively where the environment truly demands it.
Brass: The Espresso Machine Choice
Brass has been favorite for espresso engineering since the first commercial machines emerged in Milan.
From a machining perspective, C36000 free-cutting brass is exceptionally efficient: it permits cutting speeds 2–3× faster than 304 stainless, extends tool life from hours to days, and routinely achieves a smooth surface finish of Ra 0.8 µm straight off the tool. However, lead compliance requires careful navigation. While standard C36000 brass contains 2.5–3.7% lead to aid machinability, the lead remains bound within the metal matrix and does not leach at detectable levels under normal brewing conditions. For markets with strict regulatory frameworks like California Proposition 65 or the EU Drinking Water Directive, lead-free alternatives such as C69300 or C87850 are highly recommended. These eco-friendly alloys reduce cutting speeds by 30–40% but eliminate regulatory risks entirely.
Beyond compliance and machinability, brass is prized for its thermal physics. With roughly twice the thermal conductivity of 304 stainless steel (~120 W/m·K versus 16 W/m·K), a brass group head heats up faster from a cold start and maintains exceptional temperature stability across its mass during extraction—a critical factor for shot-to-shot consistency.
Aluminum: Lightweight and Non-Contact
6061-T6 aluminum is the standard choice for structural, dry-zone components that never contact water or coffee, such as grinder housings, doser bodies, motor mounts, and frames. It machines 4–5× faster than 304 stainless, anodizes beautifully for a premium aesthetic, and costs roughly one-third the price of stainless steel raw stock.
For high-stress internal mechanisms like grinder burr carriers and adjustment rings, 7075-T6 aluminum offers superior yield strength (~500 MPa versus 310 MPa for 6061-T6). This added strength prevents the fine threads of burr carriers from galling or stripping during routine maintenance and calibration.
Note on Design: Aluminum should strictly be kept away from the fluid path. Hot coffee acids will pit unprotected aluminum within months, degrading the component and imparting a distinct metallic off-flavor to the espresso. Even anodized layers can eventually break down under continuous exposure to high-temperature, high-pressure water.
Specialty Materials: Titanium and Engineering Plastics
Titanium (like grade 5 / ti-6al-4v) appears in ultra-premium coffee equipment: titanium portafilter baskets, titanium tamper bases, titanium group head components. It machines slowly — cutting speeds roughly 30% of 304 stainless — and costs 10–15× more than stainless as a raw material. The payoff is complete corrosion immunity, 40% weight reduction versus stainless, and a unique aesthetic that commands premium pricing. For a limited-edition espresso machine priced above $10,000, titanium parts signal that no expense was spared.
PEEK and PTFE serve as seal materials, valve seats, and thermal insulators inside coffee machines. PEEK machines like a stiff aluminum and maintains its mechanical properties to 250°C, well above any coffee brewing temperature. PTFE provides the lowest-friction surface for steam valve spindles and is completely inert to coffee chemistry.

Precision CNC machining for coffee equipment requires a deep understanding of which dimensions drive functionality and which are merely reference geometry. Overtolerancing non-critical features spikes manufacturing costs without improving performance. Conversely, undertolerancing a portafilter lug or a grinder burr seat virtually guarantees field failure.
Critical Tolerance Zones
1. Portafilter Lug-to-Group-Head Interface
The three asymmetrical locking lugs on a portafilter must engage the group head’s internal ramps with completely uniform contact pressure. A lug positional tolerance of ±0.03mm relative to the portafilter centerline ensures even gasket compression. If a single lug drifts just 0.1 mm forward of the others, that side carries 70% of the sealing force while the opposite side barely makes contact, causing the seal to fail from a slow drip into a high-pressure spray.
For standard 58 mm commercial portafilters, the lug thickness tolerance of ±0.02mm is equally critical. A lug that is 0.03 mm too thin creates play, allowing the portafilter to over-rotate, over-compressing the gasket and slashing its service life from months to weeks. Conversely, a lug 0.03 mm too thick prevents full engagement, leaving the portafilter under-locked and at risk of blowing off catastrophically under extraction pressure.
2. Grinder Burr Concentricity
A grinder’s particle size distribution depends entirely on the burrs rotating perfectly true to one another. The burr carrier’s bearing bore must hold concentricity to the burr mounting face within 0.01mm TIR (Total Indicator Reading).
Once runout reaches 0.03mm TIR, the grind size varies by as much as 200–300 µm. The resulting espresso channeling cannot be fixed with distribution tools or better puck preparation—the root cause is permanently machined into the hardware.
3. Boiler Sealing Surfaces
Espresso machine boilers operate under 1.0 to 1.5 bar of steam pressure at roughly 120°C. The flanged connections where heating elements, water level probes, and plumbing fittings attach to the boiler body require a surface flatness within 0.03mm.
While a high-quality gasket can compensate for a 0.03 mm variance, anything greater forces the gasket material to cold-flow into the gap. Over repeated thermal cycles, the gasket loses compression and inevitably leaks. It may take six months to manifest, but the failure is guaranteed the moment the sealing surface falls below specification.
4. Tamper-to-Basket Clearance
The annular gap between the tamper base outer diameter (OD) and the filter basket inner diameter (ID) directly dictates puck integrity. For a 58.5 mm precision basket, a tamper OD of 58.0 to 58.3 mm provides a consistent 0.1 to 0.25 mm radial clearance.
If this clearance widens to 0.5 mm, the uncompressed coffee at the basket wall creates a low-density ring. Water naturally channels through this path of least resistance during extraction, resulting in an under-extracted perimeter and an over-extracted center within the exact same shot.
Phase 1: Functional Prototyping
Before committing to a full production order, a run of 5 to 10 units is essential to validate fluid dynamics, thermal stability, and mechanical design. At this stage, rapid manufacturing and active Design for Manufacturability (DFM) feedback are critical. The goal is to identify design flaws and optimize part geometry early—allowing you to refine the component before any capital is frozen in mass production, avoiding large cost losses and wasted time down the road.
Phase 2: Small-Batch Production
Small-batch runs (50 to 500 units) are typical for limited-edition machines or custom café hardware. At this volume, setup costs and trial-cut waste heavily influence unit economics. You should verify that your manufacturing partner executes small batches on the same high-end equipment and under the same strict quality protocols as volume orders, ensuring tight tolerances are never compromised for smaller quantities.
Phase 3: High-Volume Scaling
Scaling to 1,000+ units shifts the focus to efficiency and supply chain stability. At this stage, prioritize manufacturers with proven high-volume capabilities by evaluating two metrics:
Material Logistics: A 5,000-piece portafilter order consumes 2 to 3 tons of 304 stainless steel bar stock. A capable vendor must pre-secure these material lots to prevent production stalls.
Tooling Reinvestment: Evaluate the shop's ability to develop dedicated hydraulic fixtures. Securing multiple parts for simultaneous machining drastically slashes cycle times and lowers your per-part cost.
Metrology and Quality Assurance
As production scales, first-article inspection must be replaced by continuous quality control. Volume runs require comprehensive CMM (Coordinate Measuring Machine) reports mapping data points across critical features like burr carrier seats. Implementing Statistical Process Control (SPC) ensures strict batch-to-batch consistency across different shifts.
Additionally, surface profilometer testing is non-negotiable. A surface roughness above Ra 1.6 µm inside group head water channels creates nucleation sites for mineral scale, accelerating clogging and altering the machine's thermal profile. Routine profilometer testing detects tool wear and guarantees surface compliance before parts ship.
|
Cost Driver |
Impact |
Optimization Strategy |
| Material Grade |
316 stainless costs roughly 1.4× more than 304; C36000 brass sits between them; 7075 aluminum is 1.3× 6061 | Specify 316 only where chloride exposure or descaling chemicals demand it |
| Tolerance Band |
Tightening a bore tolerance from ±0.03 mm to ±0.01 mm doubles machining time through additional finish passes and inspection | Reserve tight tolerances for portafilter lugs, burr seats, and sealing faces. Let non-functional ODs run at standard tolerances |
| Surface Treatment |
Electropolishing adds 30–50% over passivation-only on stainless parts. PVD coating adds 2–3× over nickel plating | Electropolish only coffee-contact and visible exterior surfaces. Internal non-contact bores need passivation only |
| Production Quantity |
1–50 units: setup cost dominates. 100–500: unit cost drops sharply. 1,000+: fixture amortization and batch material pricing drive further savings | Lock design with a prototype run of 5–10 units before ordering production quantities |
| Secondary Operations |
Each additional setup (transfer from lathe to mill, external anodizing, outsourced passivation) adds cost and lead time | Partner with a manufacturer who runs live-tooling CNC turning centers and in-house surface finishing |
Our CNC machining factory manufactures precision CNC coffee machine components using a highly rigorous process architecture. The approach rests on four structural decisions engineered to avoid the most common failure modes in coffee equipment machining.
DFM Before Programming
Every coffee component drawing that arrives at VMT undergoes a comprehensive engineering review within 24 hours—well before CAM programming begins. This front-end review specifically targets vulnerabilities unique to coffee equipment, including:
If an anomaly is detected, we provide actionable, data-backed solutions alongside the problem statement. By launching production only from a validated design, we completely eliminate mid-production delays caused by unresolved drawing errors.
Single-Setup Machining
VMT integrates turned and milled features on a single asset using CNC turning centers with live tooling and multi-axis machining centers. For a standard portafilter body, the OD turning, ID boring, lug milling, and thread cutting are executed in a single operational sequence without re-chucking.
By eliminating manual part flipping, the concentricity between the basket seat and the locking lugs is dictated solely by the machine tool’s native accuracy. The 15–25 µm positional drift typically introduced by secondary fixturing setups is entirely designed out of the process.
In-Process Inspection
Critical dimensional zones—such as portafilter bore diameters, grinder burr carrier concentricity, and tamper base flatness—are verified dynamically while the component is still fixtured in the machine.
If tool wear shifts a bore diameter by a mere 5 µm, the machine's offsets are corrected automatically before the subsequent part is cut. This proactive verification ensures that final CMM (Coordinate Measuring Machine) inspection simply confirms what in-process controls have already secured, rather than discovering batch-wide defects after hours of production.
Comprehensive Material Traceability
Every food-contact component manufactured by VMT carries a dedicated heat number that traces back directly to the raw material mill certificate. For 304 and 316 stainless steel components, this guarantees full visibility into chemical composition and mechanical property records. For brass components, it provides documented compliance regarding lead content per specific alloy regulations.
This level of rigor ensures total compliance with international food safety standards, providing your coffee equipment brands with complete regulatory accountability for every batch shipped.

In the specialty coffee industry, engineering precision isn’t just about holding tight tolerances—it is the baseline for delivering a flawless user experience and achieving shot-to-shot consistency. Whether you are scaling production for a commercial grinder or launching a limited-run espresso machine, the success of your hardware hinges on choosing a manufacturing partner who understands the unique physics of brewing. By prioritizing early DFM reviews, single-setup machining, and strict material traceability, you protect your brand from costly field failures and ensure your equipment performs flawlessly with good impression from market consumers.
VMT manufactures precision CNC coffee machine components in 304/316 stainless steel, brass, aluminum, and engineering plastics. Single-setup machining, in-house surface finishing, and full material traceability support prototype through production quantities. Welcome to contact us for a DFM review of your coffee equipment design and we will reply within 24 hours.

Q1: What coffee machine parts can CNC machining produce?
CNC machining produces group heads, portafilter bodies, steam wand assemblies, grinder burr carriers, tamper bases, distribution tools, boiler fittings, drip trays, doser chambers, and custom mounting brackets. The process is suited to any coffee machine component where dimensional tolerance directly affects brew quality, pressure sealing, or grind consistency.
Q2: What material is best for coffee-contact CNC parts?
304 stainless steel is the default for most coffee-contact parts. It provides adequate corrosion resistance, machines predictably, and passes food-contact regulations without coatings. Upgrade to 316 stainless where the machine will see chlorinated descaling solutions or operate in coastal environments. Brass (C36000) is the traditional material for group heads and portafilter bodies, with nickel plating as the coffee-contact barrier. Aluminum must not contact coffee or brewing water regardless of surface treatment.
Q3: What tolerances are needed for espresso machine parts?
Portafilter lug position requires ±0.03 mm to seal against 9 bar. Grinder burr carrier concentricity needs ±0.01 mm TIR for consistent particle size distribution. Boiler flange flatness needs 0.03 mm to prevent long-term gasket leaks. Standard structural and cosmetic features can run at ±0.1 mm without performance impact. Overtolerancing non-critical features increases cost with zero functional benefit.
Q4: How are CNC coffee machine parts made food-safe?
Three steps: material selection (304/316 stainless, or brass with barrier plating), surface finishing (passivation or electropolishing for stainless, nickel or PVD plating for brass), and process documentation (heat number traceability from mill certificate to finished part). Food safety is a chain. Any broken link — wrong material, skipped passivation, missing paperwork — resets compliance to zero.
Q5: What is the typical lead time for CNC coffee machine parts?
Prototype quantities (1–10 units) ship in 1–3 weeks when DFM review, machining, and surface finishing are all under one roof. Production quantities (500+ units) range from 4–8 weeks depending on material availability and secondary operation complexity. The largest variable is surface finishing: outsourced anodizing or plating adds 3–7 working days of logistics time that in-house finishing eliminates entirely.
Q6: Can CNC machining handle small batch custom coffee equipment?
Small batch production (10–500 units) is where CNC machining delivers its strongest advantage over casting or stamping. There is no tooling amortization to recover before the first part ships. The same CNC program that machines one tamper base machines 500 identically. The unit cost drops with quantity as setup and programming costs distribute across more parts, but the quality does not depend on reaching a minimum volume threshold.

 +86 15099911516
+86 15099911516



 Read more
Read more