16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 160 |
Published by VMT at Feb 17 2026 | Reading Time:About 2 minutes
160 |
Published by VMT at Feb 17 2026 | Reading Time:About 2 minutes





Dating back to 3700 BC, investment casting is an ancient manufacturing legacy that remains a suitable method especially for complex components of modern industry. Often referred to as lost-wax casting, the process is defined by its name: a sacrificial wax pattern is 'invested' (surrounded) by a refractory ceramic material. Once the shell hardens, the wax is melted away to create a hollow cavity for molten metal. This method offers remarkable freedom in part size and material selection, achieving a standard precision of ±0.1mm. It is the go-to solution for complex surfaces, intricate internal cavities, and medium-to-large components. With tooling costs lower than die casting and accuracy far superior to sand casting, investment casting provides a perfect middle ground. However, for ultra-precise features like threaded holes or tight-tolerance bores, secondary CNC machining is essential. This article explores the investment casting process, its pros and cons, suitable materials, and how it compares to other manufacturing techniques.


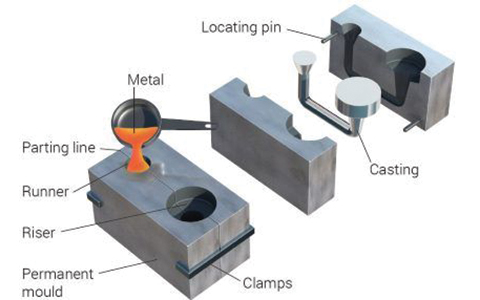
At its core, investment casting involves creating a sacrificial wax pattern that is "invested" (encased) in a refractory ceramic shell. Once the shell is hardened, the wax is melted away, and molten metal—such as stainless steel or aluminum—is poured into the resulting cavity. After cooling, the ceramic is removed to reveal a metal part in the desired shape.
Among various casting methods, investment casting is a well-suited solution for mass-producing complex parts: it offers a moderate cost with good dimensional precision(0.1mm) among various casting processes. While extreme tolerances (±0.01mm) still require secondary CNC machining, investment casting is ideal for complex geometries or hard-to-machine materials.
This process is indispensable across several high-stakes industries:

For mass-produced items, the process usually begins with a steel tool to create the wax patterns. Here is how a part moves from a digital file to a metal component:
Investment casting is favored by engineers because it bridges the gap between design freedom and production efficiency. Its primary strengths include:
Despite its versatility, the process has specific limitations that you may consider:
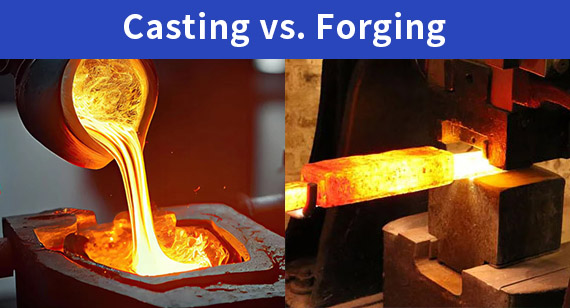
Investment casting is a formative process (shaping molten material), whereas CNC machining is a subtractive process (cutting from solid material). CNC-machined parts are far more precision(0.01mm) than any casting methods including the investment casting(0.1mm) but expensive for CNC machining requires high machine operating cost and there is materials waste problem. For hard-to-machine or expensive materials to make complex parts but must require 0.01mm precision, you can combine these two ways: first investments casting and then secondary CNC machining.

The Necessity of Secondary CNC Machining
Among casting methods, investment casting, die casting, and sand casting stand out for their unique surface finish, cost difference, parts precision, etc. Below table shows their (investment casting vs die casting vs sand casting) unique characteristics:
Table 1: Investment Casting vs. Die Casting vs. Sand Casting
|
Characteristics |
Sand Casting |
Die Casting |
Investment Casting |
| Typical Tolerance |
±0.25mm to ±0.5mm | ±0.038mm to ±0.1mm | ±0.08mm to ±0.13mm |
| Complexity |
Low to Moderate | Moderate | Extremely High |
| Surface Finish |
Rough (250+ RMS) | Very Smooth (32–64 RMS) | Fine (64–125 RMS) |
| Compatible Metals |
Nearly All | Non-ferrous (Al, Zn, Mg) | Nearly All (Inc. Stainless) |
| Min. Wall Thickness |
~3.0mm – 5.0mm | ~0.5mm – 1.0mm | ~1.0mm – 1.5mm |
| Tooling Cost |
Relatively Low | Relatively High | Relatively Moderate |
| Lead Time |
Short (1-2 weeks) | Long (6-12 weeks) | Moderate (4-8 weeks) |
| Production Volume |
Low (1 – 1,000) | High (10,000+) | Moderate (100 – 5,000) |
| Part Size Limits |
Virtually Unlimited | Limited by press size | Typically small to medium |
1. Dimensional Tolerance and Surface Finish
The precision of a cast part is directly determined by the stability and rigidity of the mold material. Die Casting offers the highest precision because it utilizes machined steel molds and high pressure to force molten metal into every corner, acting as a high-precision stamp where the metal must follow the exact dimensions of the steel. Investment Casting also provides high accuracy, but because it uses a ceramic shell that can slightly expand or contract during the firing and cooling process, it has a higher variance than a solid steel die. Sand Casting provides the lowest accuracy and a grainy finish because it relies on compressed sand; the large grains and the tendency for the mold to "shift" slightly under the weight of the molten metal result in looser tolerances.
2. Geometric Complexity and Design Logic
The ability to produce complex or hollow shapes depends on whether the mold is permanent or sacrificial. Investment Casting is the clear winner for complexity because the ceramic shell is broken to remove the finished part, allowing for "impossible" internal shapes and intricate geometries to be cast. In contrast, Die Casting is significantly more limited; because the steel mold must open to eject the part, the design cannot include undercuts or internal traps that would prevent the rigid mold halves from sliding apart.
3. Metal Compatibility
Compatibility is dictated by the melting point of the mold compared to the pouring temperature of the metal. Die Casting is limited to "softer" non-ferrous metals like Aluminum and Zinc because a steel mold would melt or warp if subjected to the extreme temperatures (approx. 1500°C) required for molten steel. However, Sand and Investment Casting are considered universal methods. They utilize refractory materials—sand or ceramic—that can withstand extreme heat, making them perfectly capable of handling Stainless Steel, Superalloys, and other high-temperature metals.
4.Production Cost and Volume
The financial viability of each method is a balance between upfront tooling investments and ongoing labor. Die Casting requires very high tooling costs because the molds are machined from expensive blocks of H13 tool steel, necessitating massive production volumes to recover the investment. Sand Casting is the most cost-effective because sand is inexpensive, and patterns can be quickly made from wood or 3D-printed materials. Investment Casting occupies the middle ground; it involves higher labor costs because every single part requires a unique wax pattern and a hand-dipped ceramic shell.
In this guide, we have explored the versatility of investment casting, from its ability to handle complex geometries to its compatibility with high-strength, hard-to-manufacturing materials. Among many casting methods, investment casting remains good economical for most of the complex parts while there is no need expensive mold cost like die casting, no sand-like surface like sand casting, and far less material waste like CNC machining.

A medical device manufacturer required a complex valve body made from 316L Stainless Steel. The part featured intricate internal flow chambers that could only be produced via lost wax investment casting. However, the valve required three internal bores to have a tolerance of ±0.015mm and a mirror-smooth surface finish —specifications the casting process alone could not meet. The client shipped the "Near-Net Shape" castings to the VMT CNC Machining Factory.
Our Solution:
By combining the geometric freedom of stainless steel investment casting with the extreme accuracy of VMT CNC machining, tolerance and surface smoothness have met the requirements while ensuring 100% assembly pass rates.

Is investment casting expensive?
Investment casting is considered moderately expensive. While the initial tooling costs are significantly lower than die casting, the high per-unit cost stems from its labor-intensive nature—every part requires a unique wax pattern and a hand- or robot-dipped ceramic shell that is destroyed after one use. However, it often saves money in the long run by producing "near-net shapes" that eliminate the need for expensive secondary CNC machining on complex parts.
How long does it take for investment casting to finish?
A typical production cycle can take 4 to 8 weeks, depending on the complexity of the shell-building and cooling phases. Secondary CNC machining at VMT can then be performed quickly to finalize the parts.
Can you use 3D printing for investment casting?
Yes. 3D printing investment casting patterns (printing the "wax" or a resin equivalent) is a popular way to skip the expensive tooling stage for prototypes or small batches.
Which is stronger: CNC-machined parts or investment cast parts?
Generally, CNC machined parts from forged or extruded billets are stronger and more consistent, as they do not have the risk of internal casting defects like gas porosity.
What is the difference between "Invest" and "Investment" casting?
There is no difference; they are the same process. The name comes from the pattern being "invested" (surrounded) by the ceramic shell.
Why do I need CNC machining for my investment cast parts?
Casting cannot accurately produce features like threaded holes, tight-tolerance bearing seats (±0.01mm), or extremely smooth mating surfaces. CNC machining is the standard "second process" to achieve these requirements.

 +86 15099911516
+86 15099911516



 Read more
Read more