16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 789 |
Published by VMT at Jun 29 2022
789 |
Published by VMT at Jun 29 2022





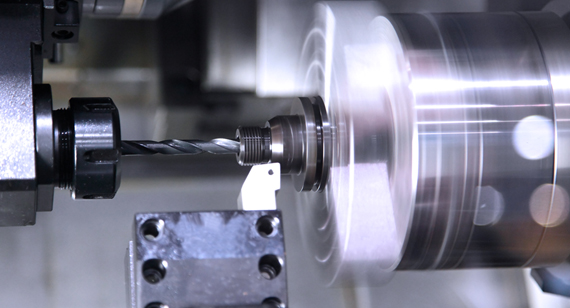
Common problems and solutions in CNC machining process
Starting from the actual production, this paper summarizes the common problems and improvement methods in the CNC machining process, as well as how to choose the three important factors of speed, feed and depth of cut in different application areas, for your reference.
1. Workpiece Overcut:
Reason:
1. Bounce the knife, the strength of the tool is not too long or too small, causing the knife to bounce.
2. Improper operation by the operator.
3. The cutting allowance is uneven. (For example: leave 0.5 on the side of the curved surface and 0.15 on the bottom)
4. Improper cutting parameters (such as: tolerance is too large, SF setting is too fast, etc.).
Improve:
1. The principle of using a knife: it can be big or small, and it can be short or long.
2. Add a corner cleaning program, and the margin should be kept as uniform as possible (the side and bottom margins should be the same).
3. Reasonably adjust the cutting parameters, and round the corners with large allowance.
4. Using the SF function of the machine tool, the operator can fine-tune the speed to achieve the best cutting effect.
Second, the problem of dividing:
Reason:
1. The operator is inaccurate in manual operation.
2. There are burrs around the mold.
3. The center rod is magnetic.
4. The four sides of the mold are not vertical.
Improve:
1. Manual operation should be carefully checked repeatedly, and the points should be at the same point and the same height as far as possible.
2. Use a whetstone or a file to deburr around the mold, wipe it with a rag, and finally confirm it with your hands.
3. Demagnetize the center rod before centering the mold, (use ceramic center rod or others).
4. Check whether the four sides of the mold are vertical by the calibration table (if the verticality error is large, you need to review the plan with the fitter).
Third, the knife problem:
Reason:
1. The operator is inaccurate in manual operation.
2. The tool is clamped incorrectly.
3. The blade on the flying knife is wrong (the flying knife itself has a certain error).
4. There is an error between the R knife and the flat bottom knife and the flying knife.
Improve:
1. Manual operation should be carefully checked repeatedly, and the knife should be set at the same point as much as possible.
2. When the tool is clamped, blow it with an air gun or wipe it with a rag.
3. One blade can be used when the blade on the flying knife needs to measure the shank, and the bottom surface is smooth.
4. A separate tool setting program can avoid the error between the R knife and the flat knife and the flying knife.
Four,Collider-Programming:
Reason:
1. The safety height is not enough or not set (the tool or chuck hits the workpiece during rapid feed G00).
2. The tool on the program sheet and the actual program tool are wrongly written.
3. The tool length (blade length) and the actual machining depth on the program sheet are wrongly written.
4. The depth Z-axis fetching and the actual Z-axis fetching on the program sheet are wrongly written.
5. The coordinate setting is wrong during programming.
Improve:
1. Accurate measurement of the height of the workpiece also ensures that the safety height is above the workpiece.
2. The tool on the program list should be consistent with the actual program tool (try to use the automatic program list or use the picture to output the program list).
3. Measure the actual depth of machining on the workpiece, and write the length of the tool and the length of the blade on the program sheet (generally, the length of the tool holder is 2-3MM higher than the workpiece, and the length of the blade is 0.5-1.0MM).
4. Take the actual number of Z axis on the workpiece and write it clearly on the program sheet. (This operation is generally written for manual operation and needs to be checked repeatedly).

Five, Collision-Operator:
Reason:
1. Depth Z axis tool setting error.
2. The number of touches and operands are wrong in the score (for example, there is no cutting radius when taking the number on one side, etc.).
3. Use the wrong knife (for example: D4 knife is processed with D10 knife).
4. The program goes wrong (eg: A7.NC goes to A9.NC).
5. The handwheel is turned in the wrong direction during manual operation.
6. Press the wrong direction during manual rapid feed (for example: -X press +X).
Improve:
1. The depth Z axis tool setting must pay attention to the position of the tool setting. (bottom, top, analysis, etc.).
2. Repeated checks should be made after the number of hits and the operands are completed.
3. When clamping the tool, it should be checked with the program sheet and the program repeatedly before installing it.
4. The program should go one by one in order.
5. When using manual operation, the operator should strengthen the operating proficiency of the machine tool.
6. When manually moving quickly, you can first raise the Z axis to the workpiece to move.
Six,Surface accuracy:
Reason:
1. The cutting parameters are unreasonable, and the surface of the workpiece is rough.
2. The cutting edge of the tool is not sharp.
3. The tool clamping is too long, and the blade avoidance is too long.
4. Chip removal, air blowing, and oil flushing are not good.
5. Program the cutting method, (you can consider down milling as much as possible).
6. The workpiece has burrs.
Improve:
1. The cutting parameters, tolerances, allowances, and speed feed settings should be reasonable.
2. The tool requires the operator to check and replace it from time to time.
3. When clamping the tool, the operator is required to clamp as short as possible, and the blade should not be too long to avoid the air.
4. For the lower cutting of flat knife, R knife and round nose knife, the speed and feed setting should be reasonable.
5. The workpiece has burrs: it is directly related to our machine tools, cutting tools and cutting methods. Therefore, we need to understand the performance of the machine tool and make up for the edge with burrs.
Consider speed & feed:
The relationship between the three factors of speed, feed and depth of cut is the most important factor in determining the cutting effect. Inappropriate feed and speed often lead to reduced production, poor workpiece quality, and large tool damage.

 +86 15099911516
+86 15099911516



 Read more
Read more