16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 102 |
Published by VMT at Jun 12 2026 | Reading Time:About 3 minutes
102 |
Published by VMT at Jun 12 2026 | Reading Time:About 3 minutes






As electric wheelchairs evolve toward lighter frames, smarter controls, and all-terrain capability, traditional manufacturing methods struggle to deliver the precision, surface quality, and material performance that modern consumers expect. Cast components carry porosity and dimensional variation. Welded fabrications introduce distortion and stress concentration. These process limitations directly constrain what a wheelchair can achieve in ride comfort and long-term reliability.
CNC machining resolves this by producing components directly from solid billet—aluminum alloys, alloy steels, titanium, and engineering plastics—with tolerances held to ±0.01 mm and surface finishes ready for anodizing, bead blasting, or direct assembly. Because the process removes material rather than reshaping it, the base material's structural integrity is preserved.
This article catalogs the key CNC electric wheelchair parts categories that most directly influence electric wheelchair performance, covering the materials, key tolerances, and production rationale behind each. Our factory’s production case study at the end illustrates how these capabilities show up as measured results.
1. High-Precision Motor Mounts

The motor mount is the highest-stress interface in the wheelchair drivetrain. It must hold the drive motor rigidly aligned with the gearbox input shaft while absorbing reaction torque from acceleration, hill climbing, and braking. A mount that flexes under load allows the motor-to-gearbox alignment to shift, producing gear mesh noise, accelerated tooth wear, and eventual drivetrain failure.
CNC machining produces motor mounts from 7075-T6 aluminum, an aerospace-grade alloy with a tensile strength of approximately 510–540 MPa. The motor flange face and gearbox flange face are machined in a single setup to guarantee coplanarity and bore concentricity. Bearing seat diameters are held to H7 tolerance with roundness within 0.02 mm, ensuring the motor output shaft and gearbox input shaft remain precisely coaxial through years of daily use. Threaded mounting holes are thread-milled rather than tapped, producing threads that are perpendicular to the mounting face and free of the angular misalignment that occurs when a tap follows a slightly drifted pilot hole.
The stiffness-to-weight ratio of 7075 aluminum allows the mount to maintain alignment rigidity without the mass penalty of a steel bracket, contributing directly to reduced overall chair weight and extended battery range.
2. Lightweight Anodized Wheel Hubs

The wheel hub locates the bearing, transmits motor torque to the wheel rim, and carries the user's weight through the axle interface. As unsprung mass—weight not supported by the suspension—the hub directly affects how quickly the wheel can respond to changes in motor output and terrain. A lighter hub means more responsive acceleration and less energy consumed from the battery with each start from standstill.
CNC machining produces wheel hubs from 6061-T6 aluminum, an alloy that offers an optimal balance of machinability, strength (tensile ~310 MPa), and material cost. The bearing seat is bored to H7 tolerance with roundness within 0.02 mm, and the spoke or mounting flange holes are indexed relative to the bearing bore in the same setup. This guarantees that the bolt circle is perfectly concentric with the rotation axis, eliminating the radial runout that causes uneven tire wear and parasitic rolling resistance.
After machining, the hub receives Type II decorative anodizing (5–25 µm oxide layer), which seals the aluminum surface against moisture, road spray, and cleaning chemicals while providing a scratch-resistant, cosmetically consistent finish. For hubs specified in brand colors, the anodized layer accepts dye, allowing the cosmetic surface to match the wheelchair manufacturer's design language without paint or coating that could chip or peel over time.
3. Heavy-Duty Caster Forks

Caster forks are subjected to a punishing combination of loads: they swivel continuously to accommodate directional changes, absorb impact shocks from uneven surfaces, curb transitions, and threshold crossings, and must do so without transferring destabilizing vibration into the frame. A fork that is too flexible allows the caster wheel to flutter at speed, producing an unstable shimmy. A fork that fractures at a stress riser creates a sudden mobility failure.
CNC machining produces caster forks from 4140 chrome-moly steel or 45# carbon steel (heat-treated after machining). Both materials provide the fatigue strength and impact toughness that aluminum cannot match in this high-stress, cyclic-loading application. The fork body is milled from a solid billet in a single CNC setup, producing a monolithic structure with no weld seams. This is the decisive advantage: welded fabrications introduce heat-affected zones and residual stress concentrations at the joint, which become crack initiation sites under repeated impact loading. A CNC-machined fork eliminates these weak points entirely.
The stem bore is machined to H7 tolerance with a surface finish of Ra 0.8–1.6 µm for smooth swivel action. The axle slot is machined parallel to the stem bore axis in the same setup, preventing caster wheel tilt that would cause uneven tire wear and directional pull. For corrosion protection in wet or humid service environments, the steel fork can be plated or coated after machining.
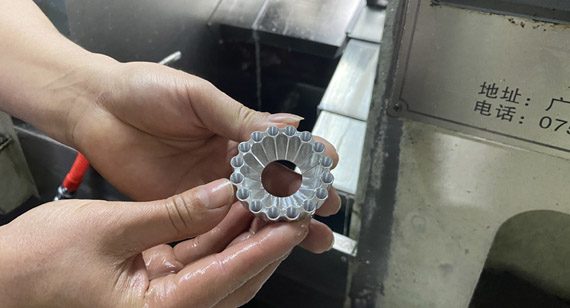
4. Precision-Engineered Gearboxes and Enclosures

The gearbox that sits between the drive motor and the wheel hub is a compact assembly of shafts, bearings, and reduction stages. The housing must position bearing seats for each shaft with sufficient accuracy to maintain correct gear mesh across all stages. It must also seal against moisture, dust, and debris to protect the internal geartrain.
The gearbox housing is CNC-machined from 6061-T6 or 7075-T6 aluminum, with bearing seat positions accurate to within 0.02 mm of nominal. The housing faces that seal against the cover plate are machined flat to prevent lubricant leakage and contaminant ingress, supporting enclosure ratings up to IP65 or higher depending on the seal design. After machining, the housing receives Type II or Type III hard anodizing, which provides both corrosion resistance and—in the case of Type III (25–100 µm, surface hardness 60–70 HRC)—abrasion resistance on bearing seat surfaces.
The internal gears are CNC-machined from POM (polyoxymethylene / acetal). POM delivers a combination of properties that make it uniquely suited to wheelchair gearbox service: self-lubricating behavior that reduces friction and eliminates the need for grease in certain stages, outstanding dimensional stability that maintains tooth profile accuracy across temperature and humidity cycles, and inherently quiet operation that contributes to lower overall chair noise. CNC machining produces POM gear teeth with involute profiles accurate to within 0.02 mm, ensuring smooth meshing and efficient torque transfer without the gear whine associated with less precisely made plastic gears.
5. Ergonomic and Adjustable Armrest Supports
Armrests carry significant and concentrated loads. When a user transfers into or out of the chair, the full upper body weight is often applied through the hands onto one armrest at a time. The support structure must resist this bending moment repeatedly without permanent deformation, fatigue cracking, or loosening at the attachment interface. At the same time, high-end custom wheelchairs increasingly demand adjustability—armrests that flip up, swing away, or adjust in height and angle to accommodate individual user needs.
CNC machining enables a multi-material approach to armrest construction that addresses each functional requirement with the most suitable material:
6. Robust Chassis and Frame Joints

The chassis is the structural spine of an electric wheelchair. It carries the battery box, supports the seat frame, and provides mounting points for the suspension, motor assemblies, and caster forks. The joints and connectors that tie these subsystems together determine the chair's overall torsional rigidity, impact resistance, and long-term dimensional stability.
CNC-machined chassis joints from 7075-T6 aluminum or Ti-6Al-4V (Grade 5 titanium) provide an advantage that welded fabrications cannot match: the base material's structural integrity is fully preserved. Welding locally melts and re-solidifies the alloy, creating a heat-affected zone where the microstructure—and therefore the mechanical properties—differ from the parent material. CNC machining removes material without altering the remaining structure, so the part's strength, fatigue resistance, and vibration-damping characteristics are those of the original billet throughout.
For chassis joints that must absorb high-frequency drivetrain vibration without transmitting it to the seat frame, Ti-6Al-4V offers an additional benefit: titanium's inherent vibration-damping capacity is superior to both aluminum and steel, making it the preferred choice for connectors at the motor and gearbox mounting points. The higher material cost and longer machining time are justified by the measurable improvement in ride comfort and the reduction in fastener-loosening incidents over the chair's service life.
Five-axis CNC machining completes all faces of a complex chassis joint in a single setup, eliminating the tolerance stack that accumulates when a part is repositioned across multiple clampings. The result is a batch of joints that are dimensionally identical to within ±0.01 mm, ensuring that every chassis leaving the assembly line is square, aligned, and ready for consistent suspension and drivetrain installation.
7. Custom Joystick Housing and Control Panels
The joystick and control panel are the user's primary physical interface with the electric wheelchair. These components are touched, gripped, and operated thousands of times over the chair's life. Their tactile quality, wear resistance, and ability to protect the internal electronics directly shape the user's daily experience of the chair.
The control panel housing is CNC-machined from 6061-T6 aluminum, with the front face precision-milled to create the cutouts, recesses, and mounting bosses needed for buttons, displays, and indicator LEDs. After machining, the housing undergoes bead blasting followed by Type II anodizing, producing a matte surface with a fine, consistent grain that feels premium to the touch and resists fingerprint marking, scratching, and edge-wear through years of daily use. The anodized finish also insulates the aluminum surface electrically, protecting the internal PCB and wiring from short-circuit risk.
The joystick housing is CNC-machined from POM (acetal). POM's self-lubricating surface provides the smooth, low-friction feel needed for precise joystick manipulation, and its excellent dimensional stability allows the machining of complex internal features—snap-fit tabs, threaded bosses, and contoured grip surfaces—that would be difficult or impossible to produce in metal without secondary operations. POM's natural surface is smooth and non-porous, resisting the skin oils, moisture, and cleaning agents that accumulate on a frequently handled control surface.

Three characteristics of CNC machining set it apart from casting, forging, and fabrication for wheelchair component production:
Precision tolerances enable seamless assembly fit. Bearing seats held to H7 with roundness within 0.02 mm, mounting faces flat to within 0.03 mm, and thread-milled holes perpendicular to their mounting surfaces mean that parts fit together exactly on the assembly line without shimming, reaming, or selective fitting. This consistency repeats across every part in the batch, getting rid of the dimensional scatter that complicates production scheduling and quality assurance.
The process supports a broad material palette. Aluminum alloys (6061-T6, 7075-T6), alloy steels (4140, 45#), titanium (Ti-6Al-4V), and engineering plastics (POM, PU) can all be CNC-machined on the same equipment. This allows wheelchair manufacturers to specify the optimal material for each component without being constrained by process compatibility. A 7075 aluminum motor mount, a 4140 steel caster fork, a POM gear, and a Ti-6Al-4V chassis joint can all be produced within the same supply relationship.
Rapid prototyping and small-batch production are inherently supported. CNC machining requires no part-specific tooling. A revised design changes the CAM program, not a die or mold. For high-end custom wheelchair builders offering personalized configurations—like tailored armrest positions, alternative control layouts, or custom chassis dimensions—CNC machining means you don't have to worry about the massive MOQs that come with casting and forging. A batch of ten custom control panels is machined with the same per-part precision as a batch of a thousand.
Background
A rehabilitation equipment manufacturer was developing a heavy-duty electric wheelchair designed for users who navigate mixed urban and rural terrain daily. The caster forks inherited from the previous model—fabricated from welded steel plate—were experiencing fatigue cracking at the weld joint between the fork arm and the stem boss after approximately 18 months of service. The manufacturer required a replacement fork with at least double the fatigue life, no weld seams, and the same weight or less than the 210-gram welded assembly.
The Challenge
The fork required a stem bore with an H7 bearing seat, an axle slot parallel to the stem bore within 0.03 mm, and a sculpted external profile that removed mass from non-load-bearing areas without creating new stress concentrations. The fork also had to accept a corrosion-resistant coating after machining for all-weather service.
VMT's Approach
The fork was CNC-machined from a single billet of 4140 chrome-moly steel in a 5-axis machining center, completing the stem bore, axle slot, and all external contours in a single clamping. Machining from solid billet avoided the weld joint entirely, producing a monolithic structure with no heat-affected zones. After machining, the fork was heat-treated to achieve the specified hardness and toughness, then finished with a corrosion-resistant plating. Every fork in the production batch was inspected for stem bore diameter, roundness, and axle slot parallelism.
The Result
The CNC-machined forks weighed 198 grams—12 grams under the target—and exceeded the fatigue-life requirementa by a factor of 2.3× in accelerated lifecycle testing. The manufacturer replaced the welded fork across their heavy-duty product line. Over the subsequent 18-month warranty period, caster fork-related warranty claims fell to zero.

High-quality custom CNC wheelchair components integrate precision, vibration control, lightweight performance, and aesthetic finish into a single part. A motor mount that maintains alignment under torque, a wheel hub that is lighter and perfectly concentric, a caster fork with no weld to crack, a gearbox that runs quietly with self-lubricating POM gears, an armrest that adjusts smoothly and supports full body weight, a chassis joint that preserves the base material's fatigue resistance, and a control panel that feels premium to the touch—each of these parts contributes to a wheelchair that is safer, smoother, and more responsive for the user. This also means that— specifying CNC-machined components elevates a wheelchair brand's competitive position!
Exploring a CNC supply partner for an electric wheelchair project? Contact VMT's engineering team for a free project assessment and quote.

Q1: Which CNC-machined part has the greatest impact on electric wheelchair battery range?
The wheel hub, because it is unsprung rotating mass. Reducing hub weight through CNC pocket-milling of a 6061-T6 aluminum billet directly lowers the inertia the motor must overcome during acceleration. Across four wheels (two drive wheels plus two casters), the cumulative weight savings can measurably extend range per charge compared to steel or cast-aluminum hub equivalents.
Q2: Why use 4140 steel rather than aluminum for caster forks?
Caster forks experience high-cycle impact and bending loads that exceed the fatigue strength of common aluminum alloys. 4140 chrome-moly steel, CNC-machined from solid billet and heat-treated, provides the toughness and crack resistance needed for daily transitions over curbs, thresholds, and uneven terrain. Machining from solid also eliminates the weld seams that are the most common fatigue-failure initiation sites in fabricated steel forks.
Q3: What advantage does POM (acetal) offer over metal for wheelchair gears and moving parts?
POM is self-lubricating, which eliminates the need for grease in low-to-moderate-load gear stages and pivot joints. It machines to tight tolerances (tooth profiles accurate to 0.02 mm) while producing inherently quieter operation than metal gears. Its low friction coefficient also makes it the material of choice for adjustment mechanisms—armrest pivots, locking detents.
Q4: When should Ti-6Al-4V titanium be specified instead of 7075 aluminum for chassis components?
Ti-6Al-4V becomes the better choice when vibration damping is a primary requirement. Titanium's inherent damping capacity exceeds that of both aluminum and steel, making it particularly valuable for chassis joints at the motor and gearbox mounting points, where high-frequency drivetrain vibration would otherwise transmit through the frame to the seat.
Q5: What surface treatments are appropriate for CNC-machined aluminum wheelchair components?
Type II anodizing (5–25 µm) is the standard for visible structural parts—control panel housings, wheel hubs, armrest brackets—providing corrosion protection, scratch resistance, and the ability to accept dye for brand color matching. Type III hard anodizing (25–100 µm, 60–70 HRC surface hardness) is specified for bores and sliding surfaces subject to abrasion, such as gearbox bearing seats.
Q6: What is the lead time for custom CNC wheelchair parts, and what affects it?
Prototype lead times of 7–15 calendar days are standard for typical components in aluminum or POM. Parts requiring 5-axis machining, 4140 or titanium material, or post-machining heat treatment may extend to 15–21 days. The single largest variable is the design-for-manufacturing review cycle: providing complete 3D CAD, 2D drawings with critical tolerances called out, material specifications including heat-treat requirements, and surface finish specifications with the initial RFQ eliminates the back-and-forth that can add a week or more to the front of the schedule.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more