16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 265 |
Published by VMT at Sep 23 2021
265 |
Published by VMT at Sep 23 2021





CNC machine tools can be called the mother of industry. It is a great invention in the history of human industry. It helps human beings make ever-changing products and greatly improves people's material living standards. However, as a designer of CNC machining parts, if you want the parts to be machined to achieve the desired effect, when designing the parts, try to refer to the current technical standards of the machining industry to avoid high manufacturing costs or failure to manufacture parts. The following are some industry standards and precautions for CNC parts machining for designers' reference.


Basic Rules
When working with a machinist, it is best to provide a complete 3D drawing and a complete 2D drawing. This is very helpful for the machinist to cooperate with you to complete qualified CNC machining parts, so as to avoid the incomplete drawing information, causing the product size or appearance to fail to meet the standard .
Of course, this is not a necessary condition. Some CNC suppliers have the ability to modify product design and convert 2D drawings. They just need to communicate important information to their engineers clearly, and then send the confirmed 3D and 2D drawings back to the supplier. , After confirming that the information is correct, you can start the processing steps. VMT company is one of them, and we have many successful cases of helping customers change their plans.
Model
CNC machined parts have ever-changing shapes and different sizes. Choosing the right machine tool can maximize the cost-effectiveness. The following are common machine tool types and their advantages.
The CNC lathe is suitable for CNC machining of complex circular parts. Its working principle is that the material is clamped by the spindle, rotated 360 degrees, and cut by a relatively stationary tool. The advantage of lathe machining of circular parts is that the surface roughness and efficiency are higher than that of CNC milling machines, but the disadvantage is that there are fewer types of parts that can be machined.
The CNC milling machine can process complex parts of various shapes. The difference from the CNC lathe is that the tool moves and the material is relatively immobile. The CNC milling machine for square, round and special-shaped parts can be easily controlled and has powerful functions, but the equipment is expensive and the technical staff requires relatively high comprehensive skills, so the machining cost is higher than that of the CNC lathe.
One of the most common mistakes in the design of CNC machined parts:
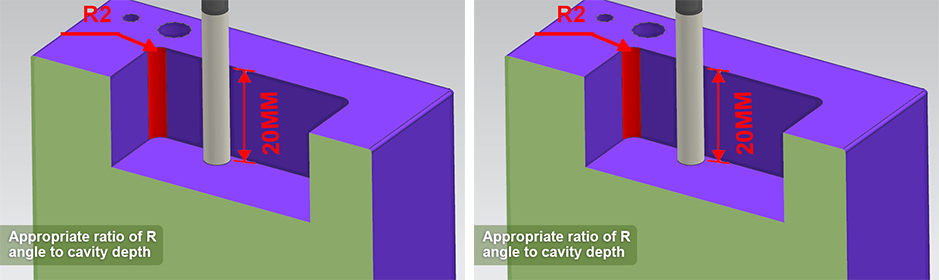
The ratio of the R angle at the corner to the cavity depth is inappropriate. This ratio is relative to CNC machining. The cavity depth is not more than 10 times the R angle. For example, if the R angle is 2MM, the cavity depth is the largest No more than 20MM, the side walls of the parts made with this ratio are very smooth, there will be no steps in the corners, the processing size is high, and the processing efficiency is high.
On the contrary, if the R angle is 2MM and the cavity depth is 60MM, which exceeds the golden machining ratio, then this part is not suitable for CNC machining, because the tool has to be installed very long, the cutting amount will be smaller, and the feed will be slower. The processing time becomes longer, the cost becomes higher, and the processed sidewall will have serious knife marks, and the processing accuracy will be very low. We can compare the following pictures to make an intuitive understanding.
The second most common mistake in the design of CNC machining parts:
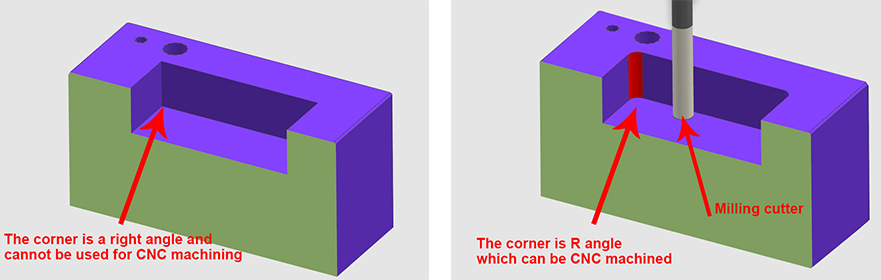
The corners of the cavity are set to right angles, which causes the structure of CNC machined parts to be unable to be manufactured by CNC. As we know, CNC tools are all cylindrical, and it cannot be machined with a right angle structure. Therefore, the corners of the cavity must be designed to be suitable R angles before the parts can be processed by CNC. We can make an intuitive understanding through the comparison of the following pictures.
The third most common mistake in CNC machining parts design:
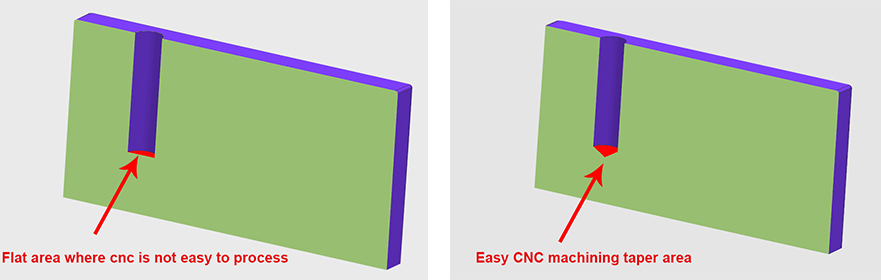
The bottom of the blind hole is designed to be flat. If it is not absolutely necessary, the blind hole should not be designed as a flat-bottomed hole, because it will be more difficult for processing, especially when the hole is very deep, it is more difficult to CNC machining, which will increase a lot of cost. . Therefore, making the bottom of the hole into a tapered surface is the most convenient for CNC machining. We can compare the following pictures for an intuitive understanding.

 +86 15099911516
+86 15099911516



 Read more
Read more