16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 91 |
Published by VMT at Feb 13 2026 | Reading Time:About 2 minutes
91 |
Published by VMT at Feb 13 2026 | Reading Time:About 2 minutes





For your daily encountered small, high-precision components such as industrial fasteners, drone accessories, optical mounts, precision automotive parts, high-end bicycle components, and even luxury watch cases—these are almost exclusively achieved through precision CNC machining. For another side, medium-sized, high-volume metal products with complex curved surfaces—such as automotive engine blocks—the die casting process becomes the standard, allowing for massive economies of scale once the initial mold is created.
But what if you are requiring a small batch of oversized components? Like large metal marine propellers. Die-casting mold would be expensive while 3D printing remains too slow and costly for such large-scale metal parts; And CNC machining—only perfect for secondary high-precision finishing on critical surface. This is where sand casting becomes the most adaptable and indispensable solution.
In this article, the sand casting process, its modern evolution, and its unique advantages — and comparison between sand casting and other typical manufacturing processes will be introduced. These can provide you with a fully and clear understanding of the sand casting trade-offs in surface precision, material range, part size, cost, and production scale.

Sand casting is a metal-forming process that utilizes non-reusable sand molds for metal casting. It is favored for its low initial tooling costs and its ability to handle almost any metal alloy. This manufacturing process is especially suitable for small batch of large-metal components (actually sand mold size is not limited) or complex internal cavities— cost-effectively mold, high but controlled labor cost (for the batch is small), and faster lead time for prototypes (short lead time for development). Another uses is for diy hobbyist with traditional process, as the sand casting mold can be made personally. For process of the sand casting, this includes:
Sand Casting Typical Process

The core of the process involves several steps:
1.Pattern Making: A "pattern" (a replica of the object) is created from wood, plastic, or metal.
2.Mold Preparation: The pattern is placed in a flask, and casting sand (often green sand—a mix of sand, clay, and water) is packed around it.
3.Core Insertion: If the part needs to be hollow, a "core" is placed inside.
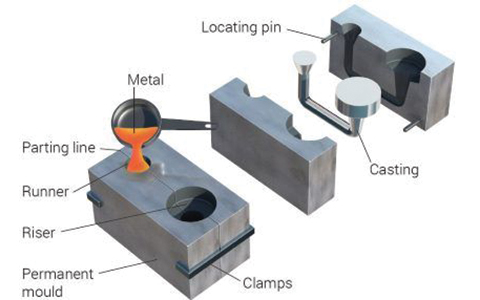
4.Pouring: Molten metal is poured into the sand casting mold. This is when “Mold Assembly” happens: The sand mold is typically divided into two halves: the Cope (top) and the Drag (bottom). Before pouring, these must be precisely aligned and locked together. If the alignment is off, the final part will suffer from 'Flash' (excess metal at the seam) or 'Mismatches' (shifting of the part halves).
5.Cooling & Shakeout: Once solidified, the sand mold is broken (sacrificed) to reveal the part.
3D Printing in Sand Casting: The Digital Revolution
3D printing has transformed sand casting from a manual craft into a high-tech digital workflow. It offers two primary paths:
Why print the sand and not the metal?
If you can 3D print the mold, why not just 3D print the final metal part directly?
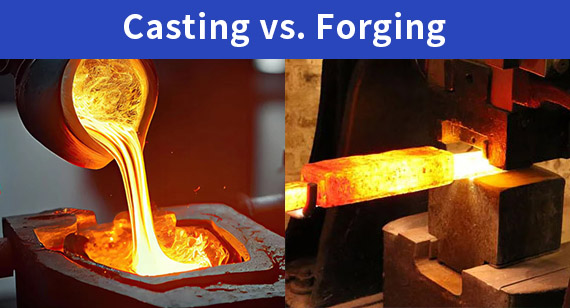
The choice between die casting vs sand casting usually comes down to volume, material, and part size. The pattern of the sand casting surely can be used repeatedly to make sand mold, but the sand mold is broken every time to get the part; That is—sand mold is higher in its labor cost for every part needs to prepare the new sand mold. For another typical casting method—die casting— this is total different. While the initial tooling cost for Die Casting is high, the permanent metal molds (dies) can be reused indefinitely. For high-volume production, this efficiency significantly offsets the labor-intensive nature of sand casting, resulting in a much lower total cost per part.

For more of differences of die casting vs sand casting, you can find in below table:
Table 1: Differences of Sand Casting vs. Die Casting
| Feature |
Sand Casting |
Die Casting |
| Mold Material |
Disposable Sand Mixture | Permanent Tool Steel Dies |
| Initial Tooling Cost |
Low (Wood/Plastic patterns) | Very High (Precision-machined steel) |
| Labor Cost per Part |
High (Manual molding & shakeout) | Very Low (Fully automated) |
| Production Volume Suggested |
Small to Medium | Very High |
| Surface Finish |
Rough/Granular | Smooth |
| Dimensional Accuracy |
±0.5mm | ±0.1mm |
| Part Size |
Virtually Unlimited | Decided by the mold |
| Wall Thickness |
Thicker walls required (>3-5mm) | Thin walls possible (as thin as 1mm) |
| Initial Preparing | Fast (1–2 weeks for patterns) | Slow (2–4 months for die fabrication) |
| Common Materials | All metals, especially high-heat alloys like Cast Iron & Steel(mold is made by green sand). | Non-ferrous alloys, Zinc, Aluminum, Magnesium(melting point limited and mold is made by tool steel) |
While both processes result in a metal part, the logic behind them is fundamentally opposite. CNC machining is a subtractive process—it starts with a solid block of metal and "carves" away material to find the part inside. In contrast, sand casting is a formative process—it creates a hollow cavity in the sand and fills it with molten metal to "grow" the part.

The choice between the two usually depends on three factors: Precision, Internal Complexity, and Material Waste.
For detailed differences of die casting vs sand casting, you can find in below table:
Table 2: Differences of Sand Casting vs. CNC Machining
| Feature |
Sand Casting |
CNC Machining |
| Production Logic |
Formative (Pouring molten metal) | Subtractive (Cutting from solid block) |
| Dimensional Accuracy |
Low to Moderate (±0.5mm) | Extremely High (±0.01mm) |
| Surface Finish |
Rough, Matte (Sand texture) | Smooth, Reflective (Machined) |
| Material Waste |
Very Low (Recyclable runners) | High (Significant scrap chips) |
| Internal Complexity |
High (Possible via sand cores) | Limited (Tool access required) |
| Initial Setup Cost |
Low (Wooden/Plastic patterns) | Near Zero (Only programming) |
| Best For |
Large, bulky parts; Small/Medium batches | High-precision parts; Prototyping |
Casting vs. CNC Machining Finishing: The Hybrid Approach Advantage
No matter sand casting or die casting, the precision of the parts cannot be achieved as tight as CNC Machining—±0.01mm. If you want to balance cost and precision, you can consider using a hybrid approach, for example:
Despite the rise of alternatives of many other manufacturing processes, sand casting remains the best choice in two specific scenarios:
In this article, we have explored the unique sand casting and compared it with other typical manufacturing processes. We’ve seen that while sand casting has advantages of unlimited metal material choices, unlimited products’ sizes, and small-batch flexibility, it often lacks the refined accuracy required for modern mechanical assemblies. By choosing a hybrid manufacturing strategy—casting for the bulk shape and secondary finishing can be a good choice if you want to balance cost and products’ quality.

A specialized manufacturer of high-performance drone engines approached VMT with a critical production bottleneck. They were using aluminum sand casting to create engine blocks with complex cooling fins and internal chambers. While sand casting was the only cost-effective way to form the intricate bulk shape, the raw castings failed to meet the engine's rigorous operational standards. Specifically, the surface roughness (exceeding 6.3μm Ra) made it impossible to create an airtight vacuum seal, and the dimensional drift of ±0.5mm was far too loose for the piston bore, which required a precision of ±0.01mm for high-speed stability.
VMT received the "Near-Net Shape" castings and implemented a multi-stage CNC post-processing strategy to transform the raw parts into flight-ready components:
By combining sand casting with VMT’s precision CNC finishing, the client achieved the balance of cost and performance. The hybrid method reduced material waste by 60% compared to machining the entire block from a solid billet which also reduced costs, while the VMT finishing process improved engine compression by 15% through superior sealing.

Which method is most eco-friendly?
Sand casting is highly sustainable because the metal casting sand can often be reclaimed, treated, and reused for the next mold.
How much does a sand casting pattern cost?
A wood or 3D-printed plastic pattern is very affordable, typically ranging from 100to100 to 100to2,000 depending on complexity—much cheaper than a $50,000 die-casting mold.
Can I do sand casting at home?
Small-scale sand casting metal is possible with a furnace and green sand, but industrial safety and gas porosity control are difficult to achieve in a DIY setup.
What is "Green Sand"?
Green sand in casting refers to sand that is "moist" with a binder (clay and water), not the color green. It is the most common material for sand molds for metal casting.
Does sand casting work for jewelry?
Yes, sand casting jewelry is popular for rustic or textured designs using silver casting sand or sand casting bronze.
What is the difference between Investment and Sand Casting?
Investment casting vs sand casting: Investment casting uses wax and ceramic for higher detail but is more expensive and limited in part size.

 +86 15099911516
+86 15099911516



 Read more
Read more