16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 455 |
Published by VMT at Apr 25 2025 | Reading Time:About 6 minutes
455 |
Published by VMT at Apr 25 2025 | Reading Time:About 6 minutes





Introduction: Understand the Key to Precision Turning
Precision matters in the world of CNC turning. Whether you're producing engine components, medical devices, or industrial shafts, the way you shape your workpiece can significantly impact performance, fit, and cost. Yet many engineers and buyers struggle to choose between step turning and taper turning—two of the most widely used turning processes. If you're unsure of the difference, you might be making costly decisions that affect your machining time, part quality, or overall project success. Fortunately, understanding the core differences between these techniques can help you select the best method for your needs.
Step turning involves machining a series of cylindrical steps with varying diameters, while taper turning creates a smooth, angled profile between a larger and smaller diameter. The choice depends on your design requirements—step turning for uniform shoulders, taper turning for conical transitions.
Now that you know the basic difference between step turning and taper turning, let’s take a closer look at how each process works, what tools and techniques are involved, and where each method performs best across different industries.
Turning is a fundamental machining process used to shape parts by removing material from a rotating workpiece. It’s a core element of CNC turning, where precision lathes and programmed instructions guide cutting tools to create cylindrical, conical, or contoured geometries. In modern manufacturing, CNC turning services have revolutionized this process by providing high levels of accuracy, repeatability, and efficiency. Whether for producing basic shafts or intricate components, turning operations play a crucial role in industries such as aerospace, automotive, medical, and electronics.
Within CNC turning, several sub-processes are used to achieve specific shapes. Among these, step turning and taper turning stand out due to their common applications and distinct outcomes. Both processes are performed on CNC turning machines but require different setups, tool movements, and cutting strategies. While step turning focuses on machining defined, stepped diameters along a shaft, taper turning gradually transitions from a larger to a smaller diameter, forming a sloped surface.
Understanding these processes not only helps in selecting the correct turning method but also improves design decisions, tooling strategies, and overall part performance. In the next sections, we’ll explore the specifics of step turning and taper turning—starting with step turning.

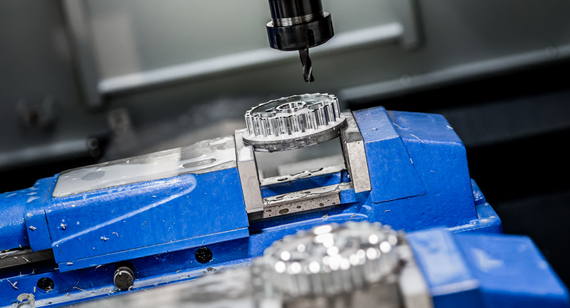
Step turning is a CNC turning process that involves creating a series of cylindrical steps with different diameters along the length of a workpiece. This technique is commonly used when components require multiple diameter sections, such as shafts with shoulders or segments that need to fit into bearings, housings, or couplings. Each "step" has a flat shoulder separating the diameters, providing clear transitions between dimensions.
In CNC turning parts production, step turning is typically performed using a single-point cutting tool controlled by a CNC program. The machine is programmed to move the cutting tool precisely along the axis and diameter of the rotating part, cutting away material to form distinct levels or steps. Each step can vary in diameter and length depending on the design specifications.
One of the advantages of step turning is the level of control it offers. Operators can easily adjust dimensions, tolerances, and surface finishes using CNC controls, which is ideal for creating custom or prototype parts. Additionally, this method supports high repeatability and consistency, making it suitable for both small-batch CNC turning prototype processing and large-scale CNC turning services.

The step turning process begins with mounting the cylindrical workpiece onto the spindle of a CNC lathe. The part is securely clamped, usually using a chuck, and then set to rotate at a programmed spindle speed. A cutting tool—typically a carbide or high-speed steel insert—is then brought into contact with the workpiece.
The CNC program instructs the cutting tool to move in a controlled linear direction along the axis (Z-axis) and radially (X-axis) to remove material and form the first step. After completing one step, the tool retracts and repositions to begin the next step at a different diameter. This sequence is repeated until all steps are machined according to the design.
To ensure optimal performance and dimensional accuracy, the process may include roughing passes followed by finishing passes. The roughing phase removes bulk material quickly, while the finishing phase ensures a smooth surface and tight tolerance. Operators also monitor tool wear, coolant application, and cutting speed to maintain high-quality output.
Step turning is widely used in CNC turning parts where precise shoulders or diameter variations are required, such as in drive shafts, bushings, and various mechanical connectors. The simplicity and effectiveness of the process make it a go-to method for many industries.
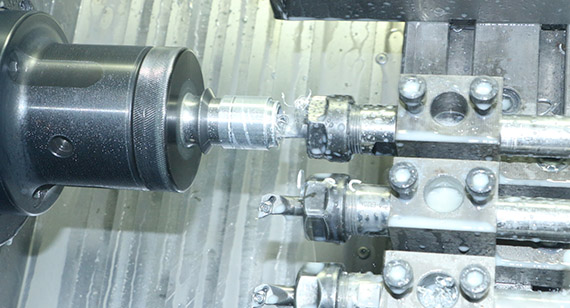
Taper turning is a precise machining method used to create a conical shape on a cylindrical workpiece where the diameter gradually decreases (or increases) along the length of the part. This technique is commonly used when a part needs to fit tightly into a matching taper or allow for easy alignment and assembly, such as in tool holders, nozzles, and mechanical fasteners. In CNC turning, taper turning enables the creation of both internal and external tapers with consistent geometry and smooth finishes.
In contrast to step turning—which produces distinct diameter transitions—taper turning results in a smooth, sloped surface from one diameter to another. This makes it ideal for components that require precise alignment or load-bearing contact surfaces. Taper turning is especially prevalent in applications across industries like automotive (valve stems), aerospace (tapered shafts), and oil and gas (drill bits and couplings).
Thanks to CNC turning services, taper turning is now performed with exceptional control and repeatability. Using programmed toolpaths and angles, machines can achieve complex taper geometries with minimal manual intervention. Whether you're machining CNC turning prototype components or high-volume production runs, taper turning remains a critical capability in modern manufacturing.

Taper turning isn’t a one-size-fits-all method—there are several types depending on the application and part geometry:
Each type of taper turning requires specific setup, tool path programming, and measurement strategies. With CNC turning parts, choosing the right type of taper is crucial to meet functional and dimensional requirements. CNC systems make it easier to switch between these types with accuracy, especially when using advanced software simulations and automated tooling setups.
Taper turning is a fundamental machining process that allows a cylindrical workpiece to be shaped into a conical form, where the diameter gradually changes along its length. In CNC turning, this process is controlled with high precision, ensuring uniformity and accuracy across parts. The taper turning process works by moving the cutting tool at an angle to the workpiece axis while the part rotates on the lathe. This angled movement creates a smooth transition between diameters, resulting in the desired taper.
To execute taper turning on a CNC lathe, the machine must be programmed to coordinate both the X-axis (tool movement across the diameter) and Z-axis (tool movement along the length) in a precise relationship. This synchronized motion creates the correct taper angle. Whether producing internal or external tapers, CNC turning services enable repeatable performance for both prototype and high-volume manufacturing.
There are four primary methods used to perform taper turning:
Each method has its application depending on the required taper geometry, workpiece material, and part tolerance. In CNC turning prototype processing, the programmed method is preferred due to its flexibility, repeatability, and compatibility with 3D toolpath simulations.
By using advanced CNC turning techniques, machinists can produce a variety of tapered components with high-quality surface finishes and tight dimensional tolerances. This makes taper turning a cornerstone process in industries such as aerospace, automotive, medical, and oil & gas.
Taper Turning: Calculating the Taper Angle and Choosing the Right Method
Before executing any taper turning process, it’s essential to calculate the correct taper angle. This ensures the resulting shape matches design specifications and maintains consistency across CNC turning parts. The taper angle defines how gradually or steeply the diameter of a cylindrical workpiece changes over its length. Accurate calculation is vital, especially in CNC turning services, where precision and repeatability are crucial for both CNC turning prototype processing and full-scale production.

How to Calculate the Taper Angle
To determine the taper angle, several key dimensions must be known:
The formula used to calculate the taper angle is:
This formula finds the half-angle of the taper (α). For full taper angle, multiply α by 2 if necessary. This angle becomes the basis for tool positioning or programming in CNC turning operations. Once calculated, it guides the choice of taper turning method, ensuring both geometric accuracy and optimal surface finish.
Common Methods Used in Taper Turning
After determining the correct taper angle, the machinist selects one of the following methods to perform the taper turning. Each method suits different levels of complexity, part sizes, and required precision:
1. Taper Turning Attachment
This attachment is installed on a lathe and mechanically guides the tool along a set angle relative to the workpiece axis. It’s commonly used in both manual and semi-automatic setups for long, external tapers. While it's not often required in modern CNC turning machines, it's still used in certain legacy systems.
2. Offset Tailstock Method
This technique involves shifting the lathe's tailstock off-center, causing the workpiece to rotate at a slight angle. As the cutting tool moves parallel to the bed, a tapered shape is generated. It’s a simple method suitable for manual lathes but is rarely used in CNC turning due to its limited accuracy and setup complexity.
3. Compound Slide Method
In this approach, the compound rest is swiveled to the calculated taper angle. The cutting tool is then manually fed along the angled slide. This method offers better precision for short tapers and is ideal for small batch production or CNC turning prototype processing, particularly when automated paths are not feasible.
4. Forming Tools
Forming tools are specially shaped to match the desired taper profile. Instead of moving the tool at an angle, the workpiece is fed into the fixed-form tool to shape the taper. This is often used for very short, repeatable taper geometries and works well in automated CNC turning environments.
Each of these methods can be adapted to suit various turning setups depending on the part design, material properties, and production volume. Modern CNC turning services generally favor programmed tool paths, offering superior accuracy and speed, especially for complex taper profiles in high-performance industries.
Understanding the difference between step turning and taper turning is essential when choosing the right CNC turning process. While both techniques fall under CNC turning operations, they serve very different purposes and involve different tooling strategies, geometry requirements, and levels of machining complexity. Whether you're manufacturing CNC turning parts for automotive axles or precision tapers for tool holders, making the correct process selection directly impacts final part quality, production efficiency, and cost. Below, we will explore the key technical and functional differences between step turning and taper turning to help you make informed decisions for your CNC turning prototype processing and CNC turning services needs.
Workpiece Geometry
Step turning involves creating cylindrical steps on a workpiece where each section has a clearly defined and consistent diameter. This process produces a series of concentric cylindrical sections, or "steps," along the length of the part. It’s ideal for shafts, axles, and components where dimension transitions are angular and precise. On the other hand, taper turning generates a gradual transition in diameter along the length of a part. This continuous change creates a conical shape or "taper," which is often required in applications needing tight-fitting components or smooth force transfers, such as nozzles or precision mechanical joints.

Final Shape and Surface Profile
The final shape achieved in step turning features sharp diameter changes that are flat between each step. These surfaces are typically used for parts that need multiple mounting diameters or interface points. In contrast, taper turning produces a smooth, sloping profile that connects two different diameters seamlessly. This conical shape is crucial in parts that require gradual force distribution or alignment precision—commonly found in CNC turning parts like tool holders and valve stems.
Tool Positioning and Tool Motion
In step turning, the cutting tool moves along the Z-axis, then retracts and adjusts its position along the X-axis to cut each step individually. The movement is straight and easily programmable in most CNC turning machines. In taper turning, the cutting tool must follow an angled path that combines X- and Z-axis movements simultaneously. This diagonal motion demands more sophisticated programming and a precise understanding of the taper angle to maintain uniformity across the surface.
Tool Setup and Complexity of Operation
Step turning generally requires a standard turning setup with minimal adjustments. The primary focus is setting exact stop points for the tool's feed depth and length. Taper turning, on the other hand, may require compound slides, taper attachments, or offset tailstocks, depending on the method chosen. These setups demand a deeper understanding of machine geometry and cutting angles, making taper turning more complex in terms of setup and execution, particularly for precision applications.
CNC Programming Requirements
From a programming perspective, step turning is relatively straightforward. It involves repeating commands for each step with fixed X and Z values. However, taper turning demands calculated movement across both axes, often involving G01 commands with synchronized coordinates or G76/G33 threading codes when threads are involved. The ability to calculate taper angles accurately and implement them in the CNC code is critical to achieving the desired result, especially in CNC turning prototype processing where tolerances are tight.
Tolerance and Post-processing
Step-turned parts generally maintain high dimensional tolerance between steps, especially when using modern CNC turning services. Taper turning tolerances are more difficult to maintain over longer lengths due to the continuous surface. Any misalignment or vibration during the cut can affect the angle and fit, leading to more intensive post-processing or rework. Therefore, parts made with taper turning often require additional inspection and finishing to meet specification.
Machining Accuracy
Step turning generally yields high dimensional accuracy due to the simplicity of the cuts and easier inspection of each step. It’s easier to maintain tolerances over short, straight segments.
Taper turning accuracy depends heavily on the consistency of the taper angle, the precision of tool paths, and machine rigidity. Even minor tool deflections or vibrations can distort the taper, so advanced machines and skilled operators are preferred for tight-tolerance CNC turning parts.
Productivity
For bulk production, step turning is faster, more consistent, and ideal for automation. It is preferred for standard shafts, fixtures, and connectors used across industries.
Taper turning, while slower due to its complexity, is irreplaceable for specialized parts requiring precision tapers. It's commonly used in aerospace, automotive, and tool manufacturing where exact fits are essential. In CNC turning services, production speed is balanced with quality expectations and part design.
Both step turning and taper turning have widespread applications across various industries, thanks to their ability to produce precise, reliable, and high-performance parts. Understanding which turning method to use for a specific application can significantly impact production efficiency, part quality, and cost. In this section, we will explore the typical applications of step turning and taper turning in industries like automotive, medical, aerospace, oil and gas, and electronics. Whether it's CNC turning services for mass production or CNC turning prototype processing for one-off parts, each technique serves unique needs.

Step Turning: Straight Shafts
In the automotive industry, step turning is widely used for manufacturing components such as straight shafts, axles, pins, and gearbox shafts. These parts often require multiple diameter steps, ensuring they fit perfectly into their corresponding bearings, gears, or bushings. CNC turning services that specialize in step turning are ideal for mass production of these parts, as the operation is straightforward and offers consistent results.
Taper Turning: Engine Components
Taper turning, on the other hand, plays a vital role in manufacturing engine components such as valve stems, studs, and transmission parts. These components often need to be tapered for precise fitting in engine assemblies or for ensuring that fluid or gas flow is regulated efficiently. The smooth, angled surfaces created through taper turning are critical for optimizing performance and fitting of the parts.
Step Turning: Surgical Instruments
In the medical industry, both step turning and taper turning are crucial for producing surgical instruments and implants. Step turning is commonly used to produce cylindrical parts like support canes or tubes that require distinct diameter sections for various medical applications. These parts must adhere to stringent tolerances for safety and functionality.
Taper Turning: Orthopedic Pins and Dental Drills
Taper turning is essential for components like orthopedic pins, dental drills, and needles. These parts need a precise taper to allow smooth insertion and proper alignment in surgical procedures. The taper ensures that the instruments can slide into place without causing damage to the surrounding tissue or bone.
Aerospace
Step Turning: Aerospace Shaft Components
In aerospace, step turning is often used to produce shafts and rods with various diameters, ensuring that they can withstand the extreme pressure and stress conditions within an aircraft engine or other critical systems. Parts like control rods, drive shafts, and landing gear components benefit from the precision that CNC turning prototype processing can offer.
Taper Turning: Turbine Blades and Engine Fittings
Taper turning is essential in aerospace for creating turbine blades, engine fittings, and parts that require a gradual transition in diameter. These parts typically need to be lightweight yet durable, and the tapered profiles help in minimizing weight while maximizing strength and functionality. CNC turning services provide the precision needed for the production of these mission-critical aerospace components.
Oil and Gas
Step Turning: Pump Shafts and Pipes
In the oil and gas industry, step turning is used for manufacturing pump shafts, multi-section pipes, and valves. These components often require distinct steps to ensure compatibility with other system components, such as pump housings or sealing systems. The precise steps allow for secure assembly and reliable performance under high-pressure conditions.
Taper Turning: Tapered Drills and Nozzles
Taper turning is heavily utilized for producing tapered drill bits, nozzles, and other specialized components in the oil and gas sector. These components are often exposed to extreme wear, high temperatures, and harsh environments, making the need for precision taper angles crucial for ensuring durability and performance. The tapered profile allows for smoother operations and better fluid flow control.
Step Turning: Motor Shafts and Mounting Sleeves
In the electronics industry, step turning is widely used for creating motor shafts, mounting sleeves, and actuators. These components often feature multiple diameter steps to fit into electrical motors or mechanical devices. The process ensures that parts fit perfectly in electrical assemblies, offering reliable performance and high precision.
Taper Turning: Connecting Pins and Welding Heads
Taper turning is also used for manufacturing connecting pins and welding heads, which require a precise tapered fit to ensure reliable electrical connections. These components must be both durable and accurately dimensioned, as even minor defects can lead to performance issues or failure in critical systems.
| Industry |
Step Turning |
Taper Turning |
| Automotive |
Straight shafts: axles, pins, gearbox shafts |
Engine components: valve stems, studs |
| CNC Machines |
Spindle shaft, tool shanks |
Precision taper seats for tool holders, collets, drawbars |
| Medical |
Medical device construction: surgical tools, support canes |
Dental drills, needles, orthopedic pins |
| Oil and Gas |
Pump shafts, pipes with multiple sections |
Nozzles, tapered drill bits |
| Electronics |
Motor shafts, mounting sleeves, actuators |
Connecting pins, solder tips |
Programming for both step turning and taper turning is essential to ensuring the correct geometry and dimensions are achieved. For step turning, programming is relatively simple, as each step is defined by a fixed depth and diameter. Taper turning, however, requires more complex programming, including angle calculations, feed rate adjustments, and tool path optimization. Skilled CNC operators play a vital role in ensuring that the programming is correct and that each component is machined with high precision.
The success of any CNC turning operation, whether for step turning or taper turning, largely depends on precise programming. CNC programming serves as the brain behind the machine, dictating every movement, feed rate, and tool path. Without accurate instructions, even the most advanced lathe cannot deliver quality CNC turning parts. Each turning method involves specific codes, calculations, and programming logic that need to be carefully considered—especially in high-precision industries like aerospace, medical, and electronics manufacturing. Below, we dive into the CNC programming factors that differentiate step turning from taper turning and how they affect performance, accuracy, and repeatability in your CNC turning prototype processing.
Command Types
In step turning, CNC programmers typically use a series of G01 linear interpolation commands. Each step involves a straight-line tool path in the Z-axis followed by a retract and reposition along the X-axis. The process is repetitive and well-suited for automation, especially in mass production environments using CNC turning services.
Taper turning, however, involves a more complex motion where the cutting tool must move simultaneously along the X and Z axes at a calculated angle. This often involves compound G01 commands with both axes changing values, or using advanced cycles and macros. If using a taper attachment or compound slide, manual intervention may also be required to set the appropriate angle and feed.
Calculation Requirements
Step turning is largely dimensional—it requires basic inputs like step length, depth, and number of steps. The toolpath is simple to calculate and input, making it a great fit for CNC turning prototype processing where quick iterations are needed.
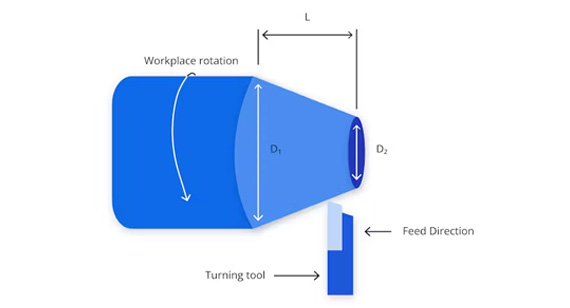
Taper turning, on the other hand, demands precise geometric calculations. To generate a consistent taper, the taper angle (α) must be calculated using the formula:
tan(α) = (D - d) / (2 × L)
Where:
The taper angle must then be translated into exact tool coordinates, requiring careful attention to trigonometry and machine setup. These calculation demands make taper turning more complex but also more customizable.
Operator Skill Level
Programming for step turning can be handled by mid-level CNC operators with standard G-code knowledge. The predictability of the toolpath and simple movements make it ideal for less experienced machinists working with CNC turning parts.
In contrast, taper turning often requires senior-level machinists or engineers who are well-versed in coordinate geometry, angle setting, and multi-axis movement. They must also understand the physical setup of taper attachments and be skilled in precision adjustments—especially in manual or semi-automatic CNC systems. This makes taper turning more reliant on operator expertise to avoid dimensional errors.
Tolerance
Tolerance is a critical parameter in both step and taper turning, but it becomes especially challenging in taper applications. Step turning usually maintains tight tolerances due to fixed tool movements and clear cutting boundaries. It's also easier to inspect and measure, which is advantageous in batch production using CNC turning services.
Taper turning tolerances, however, depend on maintaining a consistent angle across a sloped surface, which is more susceptible to deviation. Factors like machine alignment, tool wear, and inconsistent material density can all impact taper accuracy. As a result, achieving close tolerances in taper turning often requires additional verification steps, fine-tuning of machine settings, and possibly post-machining operations to ensure the taper fits its mating part correctly.
Both step turning and taper turning require thorough surface preparation to achieve the desired final quality. The surfaces of step-turned parts are generally smooth but may require additional finishing steps like polishing to remove any burrs or sharp edges. Taper-turned parts, on the other hand, require careful attention to the angle and surface finish to ensure proper alignment and fit in assemblies. Proper surface treatment minimizes the risk of part failure and ensures the longevity and functionality of the components in real-world applications.
Both step turning and taper turning offer distinct advantages and come with certain limitations depending on the specific application. Understanding these pros and cons is essential for selecting the most suitable turning method for a given project. In this section, we will explore the advantages and limitations of each turning technique, helping you make an informed decision when choosing between them. Additionally, we will highlight how VMT’s CNC turning services can maximize the benefits of each process while minimizing challenges.
Advantages of Step Turning

Precision and Consistency
One of the primary advantages of step turning is its ability to produce highly precise and consistent parts with multiple diameter steps. CNC turning ensures tight tolerances, making it ideal for applications requiring parts with exact dimensions and high repeatability. This makes step turning particularly useful for industries such as automotive, where components like shafts and axles need to meet specific dimensional standards for proper fit and function.
High Productivity
Since step turning often involves relatively simple geometries, it can be performed quickly and efficiently. This results in high productivity and reduced machining time, making it ideal for mass production. The use of advanced CNC turning services allows manufacturers to optimize production rates, delivering high-quality parts faster than traditional methods.
Cost-Effectiveness for Simple Components
For parts with straightforward geometries, step turning is a cost-effective solution. The simplified machining process requires fewer tool changes and less complex programming, reducing overall production costs. This makes step turning an excellent choice for producing high volumes of basic cylindrical parts.
Limitations of Step Turning
Limited to Simple Geometries
While step turning is highly efficient for parts with simple, linear geometries, it is not suitable for more complex profiles. Parts that require intricate shapes or tapered features may not be achievable using step turning alone. For such components, other turning methods, such as taper turning, may be necessary to achieve the desired results.
Material Limitations
Step turning is primarily used for turning solid, cylindrical materials. More complex materials or multi-dimensional workpieces may require additional operations to achieve the required shape or finish. For example, materials with higher hardness may increase tool wear and reduce productivity.
Advantages of Taper Turning

Versatility for Complex Geometries
Taper turning excels when creating parts that require a gradual diameter change along their length. This versatility allows for the production of tapered components with smooth transitions between larger and smaller diameters. It is particularly useful for industries such as aerospace, automotive, and oil and gas, where tapered parts like valve stems, pump shafts, and turbine blades are common.
Precision in Tapered Parts
The ability to create precise, well-defined tapers is another key advantage of taper turning. Whether the part requires an external or internal taper, CNC turning services ensure that the angle, length, and surface finish meet tight tolerances. This level of precision is critical for components like engine parts and surgical tools, where slight deviations could lead to performance failures or safety risks.
High Customization Potential
Taper turning is highly customizable, allowing for the production of various taper types, such as straight, variable, or compound tapers. This flexibility makes it possible to produce components with specific taper profiles required for unique applications. The use of CNC turning prototype processing enables manufacturers to experiment with different taper angles and lengths before committing to mass production.
Limitations of Taper Turning
More Complex Setup
Taper turning typically requires more complex setup compared to step turning, especially when using methods like taper turning attachments, offset tailstocks, or compound slides. The setup process can take more time and effort, which may increase production costs for short runs or one-off parts. However, once the setup is complete, the process can be highly efficient for large batches.
Potential for Tool Wear
Due to the nature of taper turning, the cutting tool is subjected to more pressure as it works across varying diameters. This can lead to higher rates of tool wear, especially when machining harder materials. Regular tool maintenance and replacement are necessary to ensure continued precision and prevent breakdowns during production.
Challenging Programming for Complex Tapers
When producing complex tapers, CNC programming can become more challenging. Calculating the correct taper angle and ensuring proper tool motion requires a high level of skill and experience. While CNC programming tools have become increasingly user-friendly, operators still need a deep understanding of cutting parameters, tool paths, and material properties to achieve optimal results.
At VMT CNC Turning, we specialize in both step turning and taper turning, providing high-precision machining solutions for a wide range of industries. Whether you need CNC turning parts for automotive, medical, aerospace, or any other sector, we offer customized services to meet your unique requirements. Our state-of-the-art CNC turning equipment and skilled technicians ensure that each part is produced to the highest standards of quality and accuracy.
We pride ourselves on offering both CNC turning prototype processing and high-volume production runs, providing flexibility and scalability to meet the needs of our clients. Our team works closely with you throughout the design and production process, ensuring that each project is completed on time and within budget. With VMT CNC turning, you can be confident in the quality, precision, and reliability of your parts, whether they require step turning or taper turning techniques.

When it comes to precision machining of cylindrical components, both step turning and taper turning play critical roles—each offering unique benefits depending on the shape, function, and application of the part. Step turning is ideal for creating multiple, uniform diameters along a shaft, offering efficiency and cost-effectiveness for parts with simpler geometries. On the other hand, taper turning allows manufacturers to produce components with conical or gradually transitioning profiles, which are essential in industries like automotive, aerospace, and medical.
As we've explored, choosing between step turning and taper turning depends on several factors—such as part geometry, tolerance requirements, complexity of CNC programming, and the specific demands of your project. For projects that involve varying diameters and angles, taper turning delivers unmatched precision and customization, while step turning remains the go-to for faster, high-volume production of simpler parts.
At VMT CNC Machining, we offer expert CNC turning services that encompass both step turning and taper turning, backed by high-end equipment, skilled engineers, and a quality-first approach. Whether you need prototypes or full-scale production, we ensure your CNC turning parts are delivered with superior accuracy, surface finish, and consistency. Trust us to bring your designs to life with precision, speed, and cost-efficiency.

1. Can taper turning be performed on a manual lathe?
Yes, taper turning can be done manually using techniques like the compound slide method or offsetting the tailstock. However, manual methods are more time-consuming and less precise compared to CNC turning.
2. What are the common defects in step and taper turning?
Defects include surface roughness, dimensional inaccuracy, tool marks, taper mismatch, chatter, and tool deflection—often caused by incorrect feed rates, worn tools, or poor machine alignment.
3. How to choose which taper turning method to use?
The method depends on the taper’s length and angle. Use a compound slide for short and steep tapers, an offset tailstock for longer and shallow tapers, and taper turning attachments for consistent, high-precision results.
4. In what cases is taper turning preferred over step turning?
Taper turning is preferred when a smooth transition between two diameters is needed—for example, in shafts, nozzles, or surgical pins where a conical profile improves performance or fit.
5. What role does CNC programming play in both turning processes?
CNC programming ensures tool paths are precise, feed rates are optimized, and the final geometry matches the design. Complex parts, especially in taper turning, require advanced programming for accuracy and repeatability.
6. What is the purpose of step turning?
Step turning is used to create cylindrical parts with different diameter sections or “steps.” It is widely used in shafts, gearboxes, and mechanical parts requiring variable diameters along a single axis.
7. What are the two types of turning?
The two basic types of turning are step turning and taper turning. Each serves different functions based on the shape and geometry of the desired component.
8. What is taper turning?
Taper turning is the process of gradually reducing or increasing the diameter of a cylindrical workpiece along its length, creating a conical or angled surface.
9. What are the advantages and disadvantages of taper turning methods?
Advantages: precise taper profiles, versatile applications, good surface finish. Disadvantages: complex setup, tool wear, and higher CNC programming demands.
10. What is the difference between step turning and taper turning?
Step turning produces distinct diameter changes in steps, while taper turning creates a smooth diameter transition over a length. Step turning is easier to program, whereas taper turning allows for more complex profiles.
11. What is the most important step in turning?
Setting up the machine correctly—ensuring proper tool alignment, selecting the right cutting parameters, and verifying the workpiece position—is critical for achieving desired precision and quality.
12. What is taper in machining?
Taper refers to a gradual change in diameter along the length of a workpiece, forming a cone-like shape. It is commonly used in fitting applications, like tool holders or valve stems.
13. What are the 7 lathe operations?
Common lathe operations include turning, facing, grooving, parting, drilling, boring, and threading.
14. What are the different types of turning?
Types include straight turning, step turning, taper turning, form turning, and contour turning, each tailored for specific profiles and design needs.
15. How to calculate the taper angle?
Use the formula:
α = arctan((D - d) / (2L))
Where D is the large diameter, d is the small diameter, and L is the length of the taper.
16. What is the difference between rough turning and finish turning?
Rough turning removes large amounts of material quickly, while finish turning refines the surface and dimensions for final tolerance and smoothness.

 +86 15099911516
+86 15099911516


 Read more
Read more