16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 2501 |
Published by VMT at Jul 27 2024
2501 |
Published by VMT at Jul 27 2024





In the field of CNC machining parts manufacturing, reaming is an essential hole processing method widely used to improve the dimensional accuracy and surface quality of holes. CNC reaming uses precise numerical control technology, utilizing reamers to perform minute cutting on the workpiece hole wall to achieve high precision and high surface finish. This article will delve into the working principle, applications, advantages, and disadvantages of reaming. It will also introduce different types of reamers, their selection methods, and techniques and precautions for reaming operations.
CNC reaming refers to the process of using numerical control technology to control the machine tool, allowing the reamer to perform minute cutting along a predetermined path on the workpiece to improve the dimensional accuracy and surface quality of the hole. As one of the hole finishing methods, reaming holds a significant position in CNC parts manufacturing.

Reaming Process
The basic principle of the reaming process is to remove a thin layer of metal from the hole wall of the workpiece using a reamer, thereby improving the dimensional accuracy and surface quality of the hole. A reamer typically consists of two cutting edges, one fixed and the other moving along the axis of the reamer to complete the hole cutting. During reaming, the cutting edge of the reamer repeatedly moves in and out of the hole, relying on continuous motion to finish the hole.
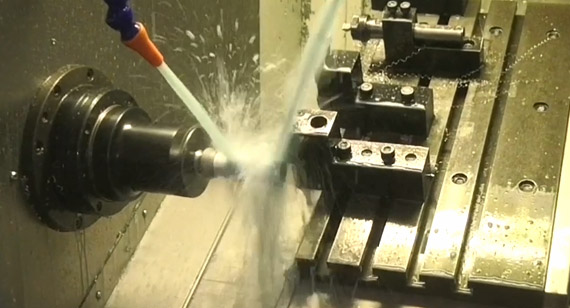
The working principle of reaming can be summarized as processing along the edge of the hole, polishing it into the desired shape. The reamer adjusts the shape and precision of the hole by removing a certain thickness of material. During processing, the cutting edge of the reamer repeatedly moves in and out of the hole, completing the hole cutting through continuous motion. At the same time, appropriate cutting fluids are used for cooling, lubrication, and cleaning to prevent built-up edges and remove chips in time.
Advantages and Disadvantages of Reaming
Advantages
High Precision: Reaming can significantly improve the dimensional accuracy of holes, typically achieving IT9 to IT7 levels, or even higher.
Efficiency: Compared to other hole processing methods, reaming is relatively efficient, especially for small hole processing. It is an economical and practical method.
Versatility: Reamers can process not only round holes but also tapered holes using tapered reamers, meeting various processing needs.
Cost-Effective: The reaming process is simple and relatively low cost, suitable for mass production.
Surface Finish: Reaming achieves a high surface finish, with Ra values generally reaching 3.2 to 0.8 μm, improving the overall quality of parts.
Disadvantages
Requires Pre-drilled Holes: Reaming usually needs to be performed on pre-drilled or bored holes, adding to the processing steps.
Tool Wear: Reamers are prone to wear during processing and need regular inspection and replacement.
Dimensional Control: Although reaming precision is high, it requires strict control of parameters like feed rate and cutting speed to avoid dimensional deviations.
Purpose of Reaming
The main purpose of reaming is to improve the dimensional accuracy and surface quality of holes to meet the high precision requirements of parts. The reaming process can remove tool marks and burrs left by drilling or boring, making the hole wall smoother and enhancing the roundness and cylindricity of the hole.
Fix the Workpiece: Secure the workpiece on the machine tool to ensure stability during processing.
Pre-drilling: Use a drill to pre-drill the workpiece, providing a foundation for subsequent reaming.
Apply Lubricant: Apply an appropriate amount of lubricant inside the hole to reduce friction and heat during cutting.
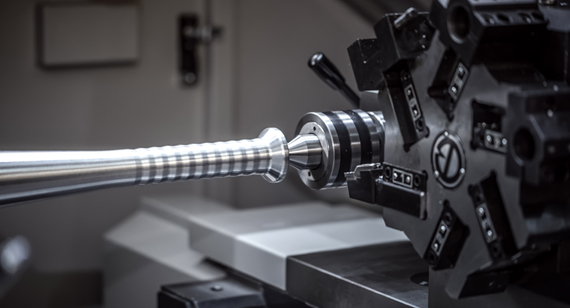
Insert the Reamer: Choose a suitable reamer and insert it into the pre-drilled hole, ensuring the reamer is aligned with the centerline of the hole.
Reaming: Start the machine tool and allow the reamer to cut along the preset path until the desired size and precision are achieved.
Check Dimensions: After processing, use measuring tools to check whether the hole's dimensions and accuracy meet the requirements.
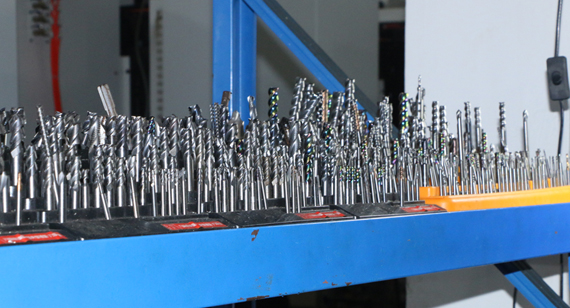
Different Types of Reamers
Hand Reamers: Hand reamers have straight handles and longer working parts for better guidance. They are suitable for small workpieces and manual operations.

Floating Reamers: Floating reamers can automatically align the center of the reamer with the center of the hole being processed, ensuring parallelism. They are suitable for deep holes and high coaxiality requirements.

Shell Reamers: Shell reamers are specialized for screw machines, drills, automatic screw machines, and lathes, providing an economical solution for large-diameter reaming operations.
Carbide Reamers: Made from carbide materials, these reamers feature high hardness, wear resistance, and heat resistance, suitable for processing high-hardness materials like stainless steel and titanium alloys.
Short Helical Reamers: Designed with shorter helical grooves for smoother chip evacuation, reducing cutting force fluctuations and tool wear during cutting. Suitable for shallow-depth, large-diameter holes.
Chuck Straight Flute Reamers: Equipped with a specialized chuck device for quick tool changes and adjustments, featuring straight grooves for easy chip evacuation. Suitable for batch production requiring frequent tool changes.
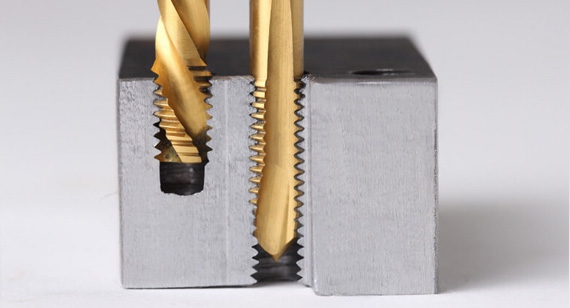
Taper Pin Reamers: Featuring a tapered cutting part for processing tapered holes, ensuring a good fit between the hole and the pin, commonly used in engine cylinder heads and valve guide holes.
D-MARK Reamers: High-precision reamers widely used in precision machinery and aerospace, designed for high stability and durability during high-speed cutting.
Importance of Choosing the Right Reamer
Selecting the right reamer is crucial for ensuring processing quality and improving production efficiency. Various factors like workpiece material, hole diameter, processing precision requirements, and production batch size influence the choice of reamer.
Impact of Reamer Selection on Reaming Results
The choice of reamer directly affects the dimensional accuracy, surface quality, and tool durability of the reamed hole. Selecting the right reamer ensures the processed hole meets design requirements while reducing tool wear and replacement frequency, lowering production costs.
Factors to Consider When Choosing a Reamer
Workpiece Material: Choose the appropriate reamer material and type based on the hardness and toughness of the workpiece material.
Hole Diameter: Select the appropriate reamer diameter and length based on the hole diameter.
Processing Precision Requirements: Choose the appropriate reamer precision level and tool structure based on processing precision requirements.
Production Batch Size: Select the appropriate reamer type and quantity based on the production batch size to balance production costs and efficiency.
Use the Correct Cutting Fluid or Lubricant: Selecting the appropriate cutting fluid or lubricant is crucial for reducing friction and heat during cutting and extending tool life. Choose the appropriate cutting fluid or lubricant based on the workpiece material and processing conditions.
Maintain Proper Speed and Feed Rate: Cutting speed and feed rate are key factors affecting processing quality and tool life. Set the cutting speed and feed rate reasonably based on factors like workpiece material, tool type, and processing conditions to ensure processing stability and efficiency.
Apply Constant Pressure: During reaming, ensure the pressure applied to the reamer is constant and moderate. Excessive pressure leads to increased tool wear, while insufficient pressure affects processing precision and efficiency.
Regularly Check Hole Dimensions: Regularly check whether the hole's dimensions and precision meet the requirements during processing. If dimensional deviations or quality issues are found, adjust processing parameters or replace tools promptly.
Deburr and Clean: After processing, deburr the hole edges and clean residual chips and cutting fluid inside the hole to ensure hole wall smoothness and smooth subsequent assembly.
Practice and Gain Experience: Reaming is a technical task requiring continuous practice and experience accumulation. Through repeated practice and learning from experience, you can gradually improve reaming skills and processing quality.
The reaming process is widely used in CNC parts manufacturing. Whether in automotive manufacturing, aerospace, machinery manufacturing, or electronics industries, high-precision and high-surface-quality holes need to be processed on parts. As one of the hole finishing methods, reaming plays an irreplaceable role in these fields.
Achieving Strict Tolerances with Reaming
The reaming process can achieve precise control over the dimensional and shape accuracy of holes. By choosing the right reamer and processing parameters, holes can be processed to meet strict tolerance requirements, which is crucial for ensuring the fit accuracy and overall performance of parts.
Tolerance Table
In reaming processing, tolerance tables are usually used to guide dimensional control during processing. Tolerance tables list the allowable deviation ranges for different hole diameters and processing conditions, providing clear processing standards and inspection criteria for operators.
Poor Fit Quality
Problem Description: After reaming, the fit between the hole and the mating parts (such as shafts or pins) is unsatisfactory, possibly resulting in a too tight or too loose fit.
Solutions:
Check the reamer's accuracy and wear condition, and replace severely worn reamers promptly.
Ensure the pre-drilled hole's diameter and depth meet the required standards to avoid deviations in reaming size.
Adjust cutting parameters such as cutting speed, feed rate, and the amount of cutting fluid to optimize the process.
Regularly use measuring tools to check the hole's size and shape accuracy to ensure machining quality.
Tool Damage
Problem Description: During the reaming process, tool damage such as chipping or breaking of the blade occurs.
Solutions:
Select appropriate reamer materials and types that match the workpiece material, avoiding the use of mismatched tools.
Control cutting parameters within reasonable ranges to avoid excessive cutting forces and high cutting temperatures.
Regularly check the quality and supply of cutting fluid to ensure effective cooling and lubrication of the tools.
Arrange the machining sequence and tool paths reasonably to avoid excessive impact and vibration on the tools.
Production Time Loss
Problem Description: Production time is extended due to tool wear, size adjustments, and other reasons.
Solutions:
Regularly maintain and service machines and tools to reduce downtime caused by equipment failures.
Optimize tool selection and cutting parameters to improve machining efficiency and tool life.
Implement effective production planning and scheduling to ensure smooth and efficient production processes.
Reamer Feed and Speed: Select appropriate feed speeds and cutting speeds based on the workpiece material and reamer type. Excessively high feed speeds may result in excessive cutting forces, while excessively low speeds may reduce cutting efficiency.
Alignment: Ensure the reamer is precisely aligned with the workpiece hole's centerline to avoid eccentricity and vibration. Use guiding sleeves or other auxiliary tools to improve alignment accuracy.
Reamer Resharpening: Regularly resharpen and inspect the reamer to maintain tool sharpness and accuracy. Use professional grinding equipment and techniques for tool resharpening.
Inventory Management: Manage tool inventory properly to ensure sufficient backup tools for emergencies. Regularly evaluate tool consumption to optimize inventory structure.
Avoid Distractions: During reaming operations, operators should focus and avoid distractions and conversations to ensure operational safety and consistent machining quality.
The determination of the reaming size is typically based on the final hole size requirements and the pre-drilled hole size. Before reaming, it is necessary to calculate a reasonable pre-drilled hole size based on the workpiece's design requirements and machining conditions. The pre-drilled hole size should be slightly smaller than the final hole size to ensure sufficient material for reaming. Factors such as workpiece material properties, cutting conditions, and reamer cutting performance must also be considered.
Drilling: The initial hole-making process, where a drill bit creates the primary hole. Drilling primarily forms the basic shape and size of the hole but typically lacks high precision and surface quality.
Boring: Further machining on a drilled or pre-drilled hole. Boring uses a boring tool to cut the hole wall, improving size and shape accuracy. It is commonly used for larger holes and holes with high precision requirements.
Reaming: A finishing process performed after drilling or boring. Reaming uses a reamer to make fine cuts on the hole wall, further improving the hole's size accuracy and surface quality. It is particularly suitable for holes requiring high precision and surface finish.

When to Choose Reaming Over Boring?
Time Efficiency: For small diameters and high precision hole machining, reaming is generally more time-efficient than boring due to the reamer's compact structure and high cutting efficiency.
Simplicity: The reaming process is relatively simple and easy to master. In CNC machining, automated reaming can be achieved through programming, improving production efficiency and machining quality.
Quality Improvement: Reaming achieves higher size accuracy and surface finish, meeting the high quality requirements of precision machinery and aerospace industries.
Achieving Perfect Hole Machining Services
To ensure perfect hole machining services, it is recommended to collaborate with a professional CNC machining factory. Such factories typically have advanced machining equipment and experienced technical personnel to provide customized CNC machining services according to customer requirements. When choosing a CNC machining factory, consider the following aspects:
Equipment and Technical Capability:
Advanced Equipment: Verify if the factory has advanced CNC machines and reaming equipment to ensure high precision and efficient machining.
Technical Strength: Understand if the factory's technical team has extensive experience in reaming, drilling, and boring to solve complex machining challenges.
Quality Management System:
ISO Certification: Check if the factory has ISO 9001 or similar quality management certifications to ensure standardized processes and quality control.
Inspection Means: Determine if the factory has advanced inspection equipment and comprehensive inspection procedures to ensure the machined holes meet design requirements.
Material and Tool Management:
Material Sources: Confirm if the factory uses high-quality material suppliers to ensure the quality of the workpiece material.
Tool Management: Learn how the factory manages tool inventory, tool resharpening, and replacement processes to maintain tool sharpness and machining accuracy.
Delivery Time and After-Sales Service:
Delivery Time: Communicate clearly with the factory about delivery times to ensure production progress is not affected.
After-Sales Service: Understand the factory's after-sales service policies, including technical support, quality issue handling, and return and exchange policies.
Customization Capability:
Flexible Customization: Confirm if the factory can provide customized machining services according to customer requirements, including special hole diameters, materials, and processes.
Case References: Review the factory's past machining cases to understand its machining capability and quality.
Cost and Pricing:
Cost Analysis: Conduct detailed cost analysis with the factory, including material, machining, tool, and management costs to choose the most cost-effective machining solution.
Transparent Quotation: Ensure the factory's quotation is transparent and fair to avoid hidden fees and additional costs.
As an essential precision machining process, reaming plays a crucial role in CNC machining part manufacturing. Choosing the right reamer, mastering proper machining techniques, and collaborating with a professional CNC machining factory are key to ensuring high-quality hole machining services. By continuously optimizing the machining process and improving technical levels, we can further enhance machining efficiency and quality to meet the demands for high precision and high surface quality holes in various industries.
What Are the Applications of the Reaming Process?
The reaming process is widely used in manufacturing to improve the precision, surface quality, and shape accuracy of workpiece holes. It is particularly suitable for cases where rough machining needs further quality improvement. Common applications include precise holes in automotive crankcases, mold guide pins, and locating holes.
Is Reaming Difficult?
The reaming process itself is not complex, but achieving high-precision machining results requires operator skills and experience. Proper control of cutting parameters, selection of suitable cutting fluids, and ensuring tool sharpness and stability are essential. Operators need to identify and address common issues like hole size deviations and rough hole walls promptly.
Can a Reamer Straighten a Hole?
A reamer can correct slight hole misalignments to some extent, depending on factors like the degree of misalignment, reamer size and shape, and machining conditions. For minor misalignments, the reamer's rotational cutting may gradually straighten the hole wall. However, excessive misalignment or insufficient reamer rigidity may prevent complete correction.
Which Materials Are Suitable for Reaming?
The reaming process is suitable for various materials, including metals (steel, copper, aluminum), plastics, and composites. Different materials require different reamer materials, cutting parameters, and cutting fluids. For example, harder metals need reamers with higher hardness and wear resistance and appropriate adjustments in cutting parameters.
What Are Reaming and Boring?
Reaming: A precision hole machining method using a reamer to make fine cuts on the hole wall to improve size accuracy, surface quality, and shape accuracy. It is suitable for further improving hole quality after rough machining.
Boring: Further machining on a drilled or pre-drilled hole to enlarge the diameter, improve accuracy, reduce surface roughness, and correct hole axis misalignment. Boring uses a boring tool for rotational and feed motion to achieve hole machining.
Why Does the Hole Wall Become Rough During Reaming?
Causes of rough hole walls include improper cutting parameter settings (e.g., excessive cutting speed or feed rate), insufficient or ineffective cutting fluid, tool wear, inappropriate pre-drilled hole size, and workpiece material issues (e.g., impurities, uneven hardness).
How to Determine If a Reamer Needs Replacement?
Determine reamer replacement by checking for significant wear, chipping, or breakage, reduced hole size accuracy and surface quality, and by estimating the reamer's recommended lifespan based on usage.
How to Inspect Reamed Holes?
Inspect reamed holes using various methods: inner diameter micrometers or calipers for size measurement, optical instruments (microscopes or projectors) for shape and surface quality observation, and coordinate measuring machines for comprehensive inspection of positional and shape accuracy. Select appropriate inspection methods based on machining requirements and standards.
Overall, reaming and boring are vital hole machining methods, differing in purposes, techniques, and outcomes. Selecting the appropriate method depends on specific workpiece requirements and machining conditions.

 +86 15099911516
+86 15099911516



 Read more
Read more