16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 941 |
Published by VMT at Dec 20 2021
941 |
Published by VMT at Dec 20 2021





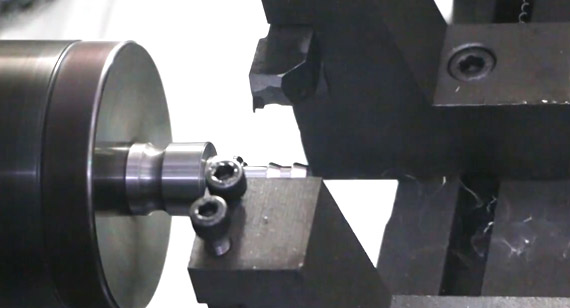
When CNC turning slender shaft parts, when the length is greater than 10 to 12 times the diameter of the long shaft, such as polished rods, lead screws, etc., due to the poor rigidity of these shafts, coupled with the influence of cutting force, cutting heat and vibration, It is easy to produce defects such as bending, taper, waist drum, and bamboo joints during CNC turning. In addition, vibration will be generated during CNC turning, which will affect the surface roughness of CNC turning parts. To prevent this phenomenon, we can apply a special support fixture called a center frame. The center frame and the tool post are one of the accessories of the lathe. The chuck thimble and the center frame, or the front and rear thimble and the tool holder can be clamped to improve the rigidity of the cutting processing system.
Features of CNC machining of slender shaft
(1) The radial cutting force generated during CNC turning will cause the parts to bend, cause vibration, and affect the CNC machining accuracy and surface roughness.
(2) The weight, deformation and vibration of CNC turning parts will affect the cylindricity and surface roughness of the workpiece.
(3) When CNC turning parts are rotating at high speed, they deform under the action of centrifugal force, which aggravates the bending and vibration of CNC turning parts.
(4) The cutting heat generated will cause the workpiece to elongate and deform in the axial direction, cause the CNC turning parts to bend, and affect the quality of CNC machining.
Pay attention to the clamping method of CNC turning parts
Generally speaking, in the rough machining of shaft machining, due to the large cutting allowance, the cutting force on the CNC turning parts is also large. Therefore, the CNC turning parts adopt the clamping method, and the center of the tailstock adopts the elastic center, so that the CNC turning parts can stretch freely in the axial direction. But it is not suitable for high-speed, large-area cutting. Therefore, Karafa should be used to avoid various problems.
Use the right tool holder
Since the tool rest is an important accessory in the CNC machining of slender shafts, a suitable tool rest should be selected to offset the influence of the radial cutting component during CNC machining, thereby reducing cutting vibration and deformation of CNC turning parts. But it should be noted that the center of the tool post should be consistent with the center of the machine tool.
Precautions for CNC turning of slender shaft
Slender shaft CNC turning is more common in machining. Due to its poor rigidity, CNC machining is more difficult. If you can use the correct cutting method, select the appropriate tool and cutting amount, and effectively clamp and position the CNC turning parts, you can effectively reduce the cutting temperature, reduce the thermal deformation, and finally obtain a satisfactory CNC machining effect.
Due to the characteristics and technical requirements of the slender shaft, defects such as vibration, multiple edges, thick sections, poor cylindricity, and bending are likely to occur during high-speed CNC turning. If you want to make it better, you must pay full attention to the problems that arise in the process.
The phrase "turners are afraid of the rod" reflects the difficulty of turning the slender rod. Due to the characteristics and technical requirements of the slender shaft, defects such as vibration, multiple edges, thick sections, poor cylindricity, and bending are likely to occur during high-speed CNC turning. If you want to make it better, you must pay full attention to the problems that occur in the CNC turning process.

In the NC machining of shafts, the NC turning of slender shafts often involves the feed of the turning tool, so that the workpiece tends to be elongated in the axial direction. However, if the Kara tool is used for reverse feed, the problem of bending and deformation of the slender shaft can be avoided. Moreover, on turning tools, there are different requirements for roughing and finishing. Therefore, a different turning tool should be used.
The shape of the slender shaft is not complicated, but due to its low rigidity, it is easy to produce defects such as bending deformation and vibration, taper, drum shape, and bamboo joint shape due to the influence of cutting force, gravity, cutting heat and other factors during CNC turning. The precision of CNC machining is difficult to guarantee, or even CNC machining is impossible. Although the CNC machining of slender shafts is difficult, it has the common characteristics of ordinary workpieces (such as: cutting method, workpiece installation, CNC turning selection and clamping, etc.);
Specific measure
1. Use a center frame or a follower frame
(1) Use the center frame to support the slender shaft of the car. The stabilizer is directly supported in the middle of the CNC turning parts. When the workpiece can be CNC turned in sections, the stabilizer is supported in the middle of the workpiece. In this way, the L/d value is reduced by half, and the rigidity of the slender shaft in CNC turning can be increased several times. Before the CNC turning parts are installed on the center frame, a groove supporting the center frame supporting claws must be cut in the middle of the blank. The surface roughness and cylindricity error should be small, otherwise the accuracy of the CNC turning parts will be affected. During CNC turning, lubricating oil should be frequently added to the contact between the supporting claws of the center frame and the workpiece. In order to maintain good contact between the supporting claws and the CNC turning parts, a layer of emery cloth or abrasive can be added between the center frame supporting claws and the workpiece for grinding and bonding.
(2) Use a transition sleeve to support the slender shaft of the car. It is more difficult to CNC turning the groove of the supporting center frame with the above method. In order to solve this problem, the surface contact of the transition sleeve can be added. The two ends of the transition sleeve are equipped with four screws, which are used to clamp the blank CNC turning parts, and the axis of the outer circle of the sleeve is adjusted to coincide with the axis of rotation of the spindle, and then CNC turning can be performed.
(3) The slender shaft of the car is supported by the follower tool holder. The follower tool post is fixed on the bed saddle and generally has two supporting claws. The follower tool post can move with the turning tool to offset the radial cutting, which can increase the rigidity of CNC turning parts and reduce deformation. Thereby improving the shape accuracy of the elongated shaft and reducing the surface roughness. According to the design principle of the follower tool post, only two supporting claws are enough. Due to the cutting resistance of the turning tool to the workpiece, the workpiece is attached to the two supporting claws of the follower tool post. However, in actual use, the workpiece itself has a downward gravity and the inevitable bending of CNC turning parts.
Therefore, when CNC turning, the workpiece often vibrates due to the centrifugal force momentarily leaving the supporting claws and contacting the supporting claws. If a tool holder with three supporting claws is used to support the workpiece, one side of the workpiece is supported by the turning tool, so that the workpiece cannot move up and down, left and right, and it is stable during CNC turning and is not prone to vibration. Therefore, a very critical problem when looking for axles in a car is to use three claws and a tool post.
2. Reduce thermal deformation and elongation of CNC turning parts
During CNC turning, due to the influence of cutting heat, CNC turning parts gradually elongate and deform as the temperature rises, which is called "thermal deformation". When CNC turning general shafts, thermal deformation and elongation can be ignored. However, when CNC turning slender shafts, because the workpiece is long and the total elongation is long, the effect of thermal deformation must be considered. Since the work piece is clamped at one end and held at one end, the work piece cannot be stretched, so it can only bend itself. Once the slender shaft is bent, it is difficult to perform CNC turning. The following measures can be mainly taken to reduce the thermal deformation of CNC turning parts:
(1) Use elastic rotary center. Machining a slender shaft with an elastic rotary center can compensate for the thermal deformation and elongation of CNC turning parts. The workpiece is not easy to bend, and CNC turning can be carried out smoothly.
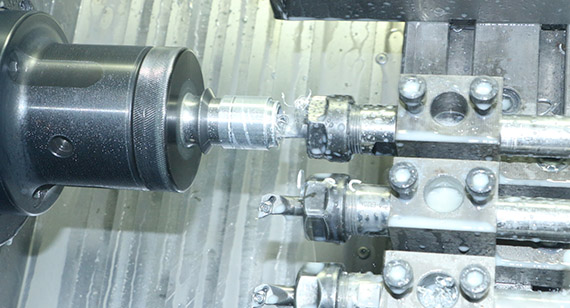
(2) Fill in sufficient cutting fluid. When CNC turning a slender shaft, whether it is low-speed cutting or high-speed cutting, in order to reduce the thermal deformation caused by the temperature rise of CNC turning parts, it must be filled with cutting fluid to fully cool it, and the use of cutting fluid can also prevent the tool holder support claws from napping CNC turning Parts to improve the service life of the tool and the quality of CNC turning parts.
Numerical control turning processing of slender shafts is a relatively common processing method in mechanical processing. Due to the poor rigidity of the slender shaft, the force and thermal deformation generated during CNC turning are large, and it is difficult to guarantee the quality requirements of the slender shaft. By adopting appropriate clamping methods and advanced CNC machining methods, and choosing reasonable tool angles and cutting parameters, the quality requirements for CNC machining of slender shafts can be guaranteed.

 +86 15099911516
+86 15099911516



 Read more
Read more