16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 1029 |
Published by VMT at Aug 15 2024
1029 |
Published by VMT at Aug 15 2024





Wire Electrical Discharge Machining (WEDM) is a high-precision, non-contact metal machining technique that uses electrical sparks to generate high temperatures to erode metal materials, enabling the processing of complex shapes and contours. This article will delve into the working principle of WEDM, machine components, applicable materials, precision characteristics, advantages and disadvantages, differences from traditional EDM, application areas, and frequently asked questions, providing readers with a comprehensive and in-depth understanding.
Wire Electrical Discharge Machining (WEDM) is a method of machining that uses a fine metal wire (usually brass wire, zinc-coated wire, or diffusion-annealed wire) as an electrode. By applying a pulsed voltage between the electrode and the workpiece, high-frequency electrical sparks are generated in the dielectric medium (such as deionized water), which erodes the workpiece material. This technology is especially suitable for machining high-hardness, high-melting-point, easily deformable, or difficult-to-machine metal materials that cannot be processed by traditional mechanical methods.

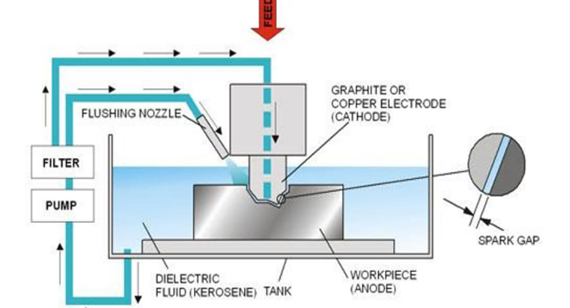
The WEDM process mainly involves the following steps: First, the fine metal wire (electrode wire) is precisely positioned above the workpiece through a guiding system. Then, a pulsed voltage is applied between the electrode wire and the workpiece, and dielectric fluid (usually deionized water) is introduced to form a discharge channel. When the pulsed voltage reaches a certain level, the dielectric medium is broken down, generating an electrical spark that instantly melts or vaporizes the workpiece material, which is then flushed away by the dielectric fluid. As the electrode wire moves along a predetermined path under the control of a CNC system, the workpiece is gradually cut into the desired shape.
CNC Tools: In WEDM, traditional cutting tools are not used; instead, a fine metal wire (electrode wire) acts as the "tool." This electrode wire moves under the precise control of the CNC system to cut the workpiece.
Power Supply: Provides pulsed voltage and current, which is the energy source for generating electrical sparks. The performance of the power supply directly affects machining efficiency and quality.
Electrode Wires:
Brass Wire: Widely used for its good electrical conductivity and mechanical properties.
Zinc-Coated Wire: Used in specific applications to improve corrosion resistance and the longevity of the electrode wire.
Diffusion-Annealed Wire: Specially treated electrode wire with higher strength and toughness, suitable for high-speed, high-precision machining.
How to choose the right wire?
When selecting electrode wires, factors such as the material of the workpiece, machining precision requirements, electrical conductivity, wear resistance, and cost need to be considered.
Dielectric Medium: Usually deionized water, used to form the discharge channel, cool the electrode wire and workpiece, and flush away debris generated during machining.
Electrode: In WEDM, the electrode is the electrode wire, which serves both as the cathode for discharge and as the moving "tool."
WEDM can machine a variety of metal materials, including but not limited to:
Aluminum: Commonly used in WEDM due to its good electrical conductivity and machinability.
Titanium: With a high melting point and high strength, titanium is difficult to machine using traditional methods and is suitable for WEDM.
Steel: Including stainless steel and alloy steel, WEDM can process complex shapes and contours.
Brass and Copper: With good electrical conductivity and low spark splashing during machining, these materials are suitable for fine machining.
Graphite: As a non-metallic material with good electrical conductivity and machinability, graphite is also commonly used in WEDM.
The working principle of WEDM is based on the phenomenon of electrical discharge. When a pulsed voltage is applied between the electrode wire and the workpiece, the electric field strength in the dielectric medium increases until it reaches the breakdown strength, forming a discharge channel. Within the discharge channel, electrical energy is rapidly converted into thermal energy, causing the workpiece material to melt or vaporize locally. Simultaneously, the high-speed flow of the dielectric medium flushes away the melted metal particles and vaporized products, forming tiny craters on the workpiece. As the electrode wire moves along a predetermined path under the control of the CNC system, these tiny craters gradually connect to form a line, ultimately cutting the workpiece.
WEDM is known for its high precision. Under suitable machining conditions, WEDM precision can reach ±0.01mm or even higher. This is due to the precise control of the CNC system, the small diameter of the electrode wire, and the stable flow of the dielectric medium. Additionally, since there is no mechanical cutting force during WEDM, it can avoid deformation and surface damage of the workpiece, further improving machining precision.
Advantages of WEDM:
Production Efficiency: For machining complex shapes and contours, WEDM offers high production efficiency.
Material Machining: Capable of machining high-hardness, high-melting-point, easily deformable, or difficult-to-machine metal materials.
High Precision: High machining precision can meet the needs of precision manufacturing.
Low Distortion: Since there is no mechanical cutting force during machining, deformation and surface roughness are reduced, maintaining high dimensional and shape accuracy.
Complex Shape Machining: The electrode wire can move freely under CNC control, allowing WEDM to machine various complex 3D shapes and internal structures.
Safe Operation: Compared to other machining methods, the WEDM environment is relatively safe, reducing the operator's exposure to hazardous factors.
Disadvantages of WEDM:
Not Suitable for Plastics, Composites, or Natural Materials: WEDM relies on the heat generated by electrical discharge to erode the material, so it is not effective for non-conductive materials.
Cutting Speed: Compared to some high-speed cutting methods, WEDM has a slower cutting speed, especially for thick materials, requiring longer machining time.
Wire Consumption: The electrode wire wears continuously during machining and needs to be replaced regularly, increasing machining costs and maintenance workload.
Electrode:
WEDM: Uses a fine metal wire as the electrode, which continuously moves during machining.
Traditional EDM: Typically uses fixed-shaped electrodes (e.g., rod or column electrodes) that do not move or only move for simple feeding.
Machining Speed:
WEDM: Due to the fine and continuously moving electrode wire, higher machining speeds can be achieved (compared to certain situations in traditional EDM).
Traditional EDM: Machining speed may be limited by the shape, size, and feeding speed of the electrode.
Accuracy:
Both: Under suitable conditions, both WEDM and traditional EDM can achieve high machining precision. However, WEDM often provides finer machining results due to the small diameter of the electrode wire and precise CNC control.
Applications:
WEDM: More suitable for machining complex shapes and high-precision parts, as well as cutting thin plates and thin materials.
Traditional EDM: Still widely used in certain specific applications, such as mold making and hole machining.
Cost:
WEDM: Higher initial investment, but over the long term, for machining complex shapes and high-precision parts, its overall cost may be lower.
Traditional EDM: Equipment cost may be relatively low, but for machining complex shapes or high-precision parts, more manual adjustments and subsequent processing may be required.
Automotive Industry
WEDM is widely used in the automotive industry for mold making, engine component machining, and cutting complex-shaped parts. It can quickly and accurately machine various complex-shaped parts, meeting the automotive industry's demand for high precision and efficiency.
Medical Industry
In the medical industry, WEDM is used to manufacture precision medical instruments and implants. Due to its high machining precision and absence of cutting forces, it ensures the accuracy and surface quality of medical instruments, improving the success rate of surgeries and patient comfort.
Aerospace Industry
The aerospace industry has extremely high requirements for part machining precision and material performance. WEDM can machine high-strength, high-hardness aerospace alloy materials while ensuring complex shapes and precise dimensions, meeting the unique needs of the aerospace industry.
As a high-precision, non-contact metal machining technology, WEDM has shown broad application prospects in multiple fields. By understanding its working principle, machine components, applicable materials, precision characteristics, advantages, disadvantages, and differences from traditional EDM, we can better utilize this technology to improve production efficiency and product quality. WEDM will play an increasingly important role in the future of manufacturing.

What is the maximum thickness that can be cut by WEDM?
Generally, WEDM can cut materials up to 200-300 mm thick, but this depends on the material and machine specifications.
Can WEDM process non-metallic materials?
WEDM mainly processes conductive materials, so it cannot be used for non-conductive materials like plastics or ceramics.
What are the consumables for WEDM?
The main consumables are the electrode wire and dielectric fluid, which need to be replaced regularly during machining.
What kind of maintenance does a WEDM machine require?
Regular cleaning of the machine, replacement of the electrode wire, checking the dielectric fluid's condition, and ensuring the accuracy of the guiding system are necessary to maintain the machine's performance.
What kind of industries is WEDM suitable for?
WEDM is widely used in automotive, aerospace, medical, electronics, and precision mold manufacturing industries.
What is the difference between WEDM and traditional EDM?
WEDM uses a fine metal wire as an electrode, moving along a path to cut the workpiece, while traditional EDM typically uses a fixed-shape electrode for material removal.
What is EDM and how does it work?
EDM (Electrical Discharge Machining) is a machining method that uses electrical sparks to generate instant high temperatures to erode metal materials. It works by applying a pulsed power supply between the electrode and the workpiece, where the discharge generates heat that melts or vaporizes the material, enabling machining.
What other types of EDM are available?
EDM includes several types, such as traditional EDM (die-sinking EDM), Wire Electrical Discharge Machining (WEDM), and Electrical Discharge Drilling (ED-drilling). Each type has its specific applications and advantages.
What is the difference between wire cutting and laser cutting?
Both wire cutting and laser cutting are non-contact machining methods, but they differ in principles and applications. Laser cutting uses a high-energy laser beam to melt or vaporize the material, with the slag being blown away by gas to achieve cutting. In contrast, WEDM uses electrical sparks to erode the material and requires a dielectric fluid to form a discharge channel and cool the process. Laser cutting is typically used for thinner plates and foils, whereas WEDM is better suited for complex shapes and high-precision parts.
Why is deionized water used in wire EDM?
Deionized water serves as a dielectric fluid in WEDM, playing a crucial role. Firstly, it has excellent electrical insulation properties, allowing a stable discharge channel to form between the wire electrode and the workpiece. Secondly, its high purity reduces interference from impurities during discharge, enhancing machining accuracy and stability. Additionally, deionized water provides good cooling, effectively dissipating the heat generated during discharge, protecting both the electrode wire and the workpiece from thermal damage.
What is the mechanism of the EDM process?
The mechanism of the EDM process is primarily based on electrical discharge phenomena. When a sufficiently high voltage is applied between the electrode and the workpiece, the electric field strength in the dielectric medium increases until it reaches breakdown strength, forming a discharge channel. Within this channel, electrical energy rapidly converts to thermal energy, causing the workpiece material to melt or vaporize locally. The resulting molten metal particles and vaporized material are flushed away by the dielectric fluid, creating tiny craters on the workpiece. As the electrode moves along a predetermined path under CNC control, these craters connect to form a line or surface, ultimately machining the workpiece.
What are the tolerances for wire EDM?
The tolerances in wire EDM depend on various factors, including the machine's accuracy, the diameter of the electrode wire, machining speed, the properties of the dielectric fluid, and the material of the workpiece. Under ideal conditions, wire EDM can achieve very tight tolerances, such as ±0.01mm or even tighter. However, in actual machining, tolerances may be affected by various factors. Therefore, when determining machining tolerances, all relevant factors should be carefully evaluated and selected.
What is the voltage used in wire EDM?
The voltage in wire EDM is an adjustable parameter, depending on specific machining needs and machine performance. Generally, higher voltage results in greater discharge energy, which may increase machining speed but also raise the risk of damage to the electrode wire and workpiece. In actual machining, the voltage should be selected based on factors such as the material, thickness, shape of the workpiece, and the required machining precision. Wire EDM machines usually have voltage adjustment features to allow users to set the voltage as needed.
How precise is wire EDM?
Wire EDM is highly precise and can achieve very high levels of accuracy. Under suitable machining conditions, the precision of wire EDM can reach ±0.01mm or even higher. This is due to the precise control of the CNC system, the small diameter of the electrode wire, and the stable flow of the dielectric fluid. Additionally, since there is no mechanical cutting force during wire EDM, it minimizes workpiece deformation and surface damage, further enhancing machining accuracy. Therefore, wire EDM is widely used in industries requiring high-precision machining, such as mold manufacturing, aerospace, and medical devices.

 +86 15099911516
+86 15099911516


 Read more
Read more