16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 249 |
Published by VMT at Jun 07 2022
249 |
Published by VMT at Jun 07 2022





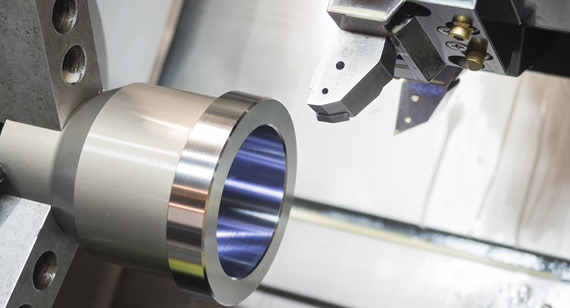
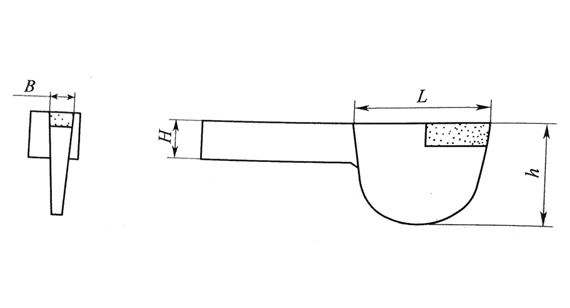
CNC turning is a method of cutting a workpiece on a lathe using the rotation of the workpiece relative to the tool. CNC turning is the most basic and common cutting method. Most workpieces with revolving surfaces can be processed by turning methods, such as inner and outer cylindrical surfaces, inner and outer conical surfaces, end faces, grooves, threads, and rotary forming surfaces. Common lathes can be divided into horizontal lathes, floor lathes, vertical lathes, turret lathes and profiling lathes, most of which are horizontal lathes.
Due to the development of modern science and technology, various high-strength and high-hardness engineering materials are more and more used, and traditional CNC turning technology is incompetent or impossible to process some high-strength and high-hardness materials. The advanced hard CNC turning technology makes it possible and achieves obvious benefits in production.
1. Introduction to the characteristics of CNC turning
(1) High efficiency of CNC turning
CNC turning has higher efficiency than grinding. Turning often adopts large cutting depth and high workpiece speed, and its metal removal rate is usually several times that of grinding. In CNC turning, a variety of surface processing can be completed in one clamping, while grinding requires multiple installations, so the auxiliary time is short and the positional accuracy between the CNC machined surfaces is high.
(2) The equipment input cost is low. When the productivity is the same, the investment of the lathe is obviously better than that of the grinder, and the cost of the auxiliary system is also low. For small batch production, CNC turning does not require special equipment, while large batch processing of high-precision parts requires CNC machine tools with good rigidity, high positioning accuracy and repeatable positioning accuracy.
(3) It is suitable for small batch flexible production requirements. The lathe itself is a flexible processing method with a wide processing range. The lathe is easy to operate and the CNC turning and clamping are fast. Compared with grinding, hard turning can better meet the requirements of flexible production.
(4) Hard turning can obtain good overall machining accuracy for CNC turned parts
Most of the heat produced in hard CNC turning is taken away by the cutting oil, and there will be no surface burns and cracks like grinding. High positional accuracy.
2. Tool materials and selection of CNC turning
(1) Coated carbide cutting tools
Coated carbide cutting tools are coated with one or more layers of coatings with good wear resistance on carbide cutting tools with better toughness. The coating usually plays the following two roles: on the one hand, it has more The much lower thermal conductivity of the matrix and the workpiece material reduces the thermal effect of the tool matrix; on the other hand, it can effectively improve the friction and adhesion of the cutting process and reduce the generation of cutting heat. Compared with cemented carbide cutting tools, coated carbide cutting tools have been greatly improved in terms of strength, hardness and wear resistance.

(2) Ceramic material tool
Ceramic cutting tools have the characteristics of high hardness, high strength, good wear resistance, good chemical stability, good anti-bonding performance, low friction coefficient and low price. In normal use, the durability is extremely high, and the speed can be several times higher than that of cemented carbide. It is especially suitable for high-hardness material processing, finishing and high-speed processing.
(3) Cubic boron nitride tool
The hardness and wear resistance of cubic boron nitride are second only to diamond, and it has excellent high temperature hardness. Compared with ceramic tools, its heat resistance and chemical stability are slightly worse, but its impact strength and crush resistance are better. It is widely used in the cutting of hardened steel, pearlitic gray cast iron, chilled cast iron and superalloy, etc. Compared with carbide tools, its cutting speed can even be increased by an order of magnitude.

3. Selection of cutting oil
(1) The heat resistance of tool steel tools is poor, and the hardness is lost at high temperature, so it is required to use cutting oil with good cooling performance, low viscosity and good fluidity.
(2) When the high-speed steel tool is used for high-speed rough cutting, the cutting amount is large and a large amount of cutting heat is generated. Cutting oil with good cooling should be used. If high-speed steel tools are used for medium and low-speed finishing, low-viscosity cutting oil is generally used to reduce the frictional bonding between the tool and the workpiece, inhibit the formation of cutting bumps, and improve the precision of CNC machining.
(3) Cemented carbide tools have higher melting point and hardness, better chemical and thermal stability, and much better cutting and wear resistance than high-speed steel tools. Active sulfur cutting oil can be used in general CNC machining. If it is heavy cutting, the cutting temperature is very high, and it is easy to wear the tool very quickly. At this time, inactive vulcanized cutting oil should be used and the flow of cutting oil should be increased to ensure sufficient cooling and lubrication.
(4) Ceramic tools, diamond tools and cubic boron nitride tools have high hardness and wear resistance, and generally use low-viscosity inactive vulcanized cutting oil during cutting to ensure the surface finish of CNC machined parts.

 +86 15099911516
+86 15099911516


 Read more
Read more