16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 196 |
Published by VMT at Jun 10 2026 | Reading Time:About 3 minutes
196 |
Published by VMT at Jun 10 2026 | Reading Time:About 3 minutes






AI accelerators are pushing past 700W per chip. EV power inverters switch hundreds of amps within a footprint smaller than a shoebox. 5G baseband units pack unprecedented processing power into sealed, fanless enclosures mounted on sun-drenched telecom towers. As modern electronics shrink while thermal loads skyrocket, a massive performance gap has emerged—one that falls squarely on the shoulders of the thermal management system. Standard heat sinks—such as extruded profiles or generic die-cast pieces—were engineered for places that they inevitably hit a performance ceiling. Extrusion restricts design to a constant cross-section while die-casting confines to lower-conductivity alloys.
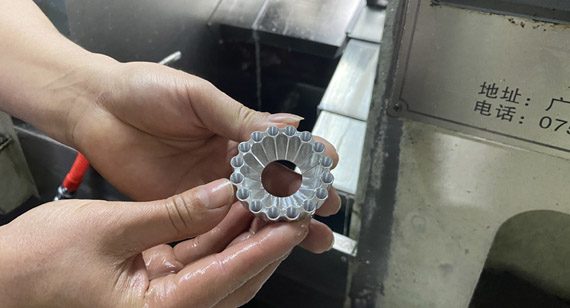
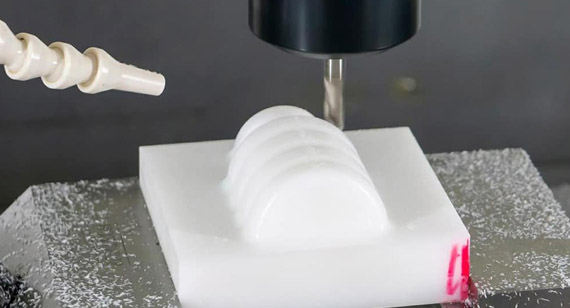
This is where Custom CNC Heat Sinks bridge the gap. By milling,turning, or cutting from solid blocks of wrought aluminum or copper, precision CNC machining delivers intricate fin geometries, integrated mounting features, and optimized surface characteristics that standard casting or extrusion simply cannot replicate. Below are the top five benefits that make CNC the right choice when thermal performance, design integration, or development speed cannot be compromised. And the final part will share a case study of how our factory deal with the machining difficulties of CNC heat sinks.
Unlike traditional extrusion or die-casting—which impose rigid geometric boundaries, precision CNC machining removes these manufacturing constraints, allowing prioritized designs with thermal physics consideration.

Variable Geometry Without High-Cost Tool Change
Traditional extruded heat sinks are locked into a constant cross-section where every fin must share the same height and spacing. This prevents you from concentrating surface area where it matters most.
With custom heat sink design via CNC, you can place fins exactly where thermal loads dictate:
The best part? None of these optimizations require a new mold or a costly tool change; it is simply a matter of updating a CAM parameter.
Thin Fins and Microchannels
While extrusion hits a practical limit at a fin thickness of ~0.5 mm, CNC machining aluminum can comfortably achieve fins as thin as 0.3 mm. Thinner fins allow you to pack more surface area into the exact same footprint.
For liquid-cooled applications, CNC machines can mill precise microchannel arrays down to 0.3 mm wide. This maximizes the surface-area-to-volume ratio to accelerate heat transfer into the coolant—a feat that standard casting or extrusion cannot replicate without fragile, complex setups.

Flatness Where It Counts
To minimize thermal resistance, a heat sink's mounting face must make intimate, uniform contact with the component. CNC machining achieves an exceptional mounting face flatness of 0.01–0.02 mm within the exact same setup used to cut the fins. By skipping the need for secondary post-machining operations common in cast or extruded parts, CNC prevents tolerance stack-ups and slashes production steps.
Mechanical joints always reduce heat transfer efficiency. Every bolted, bonded, or press-fit interface between two parts introduces contact resistance—microscopic air gaps that restrict heat flow.
One-Piece Design Avoids Interface Thermal Resistance
A CNC heat sink is machined from a single piece of metal. The fins, base plate, and mounting bosses are all the same continuous material.
Integrated Enclosures Optimize the Space and Structural Design
For sealed electronics with no internal airflow—such as outdoor wireless nodes, EV battery management units, or industrial IoT gateways—the enclosure itself must dissipate the heat.
A CNC-machined aluminum housing with integrated external fins conducts heat directly from internal components to the outside air. The thermal path is completely direct:
Component → TIM → Housing Wall → Fins → Ambient Air
By combining the housing and heat sink into a single part, CNC machining reduces the total number of structural components and saves valuable space inside tight enclosures.

CNC machining is suitable for all kinds of materials.It lets you select the exact alloy required for your thermal and environmental conditions, without forcing compromises due to manufacturing limitations. Additionally, a wide range of surface treatment options allows you to optimize specific functions, such as radiation efficiency or harsh environmental resistance.
Choosing the Appropriate Alloy
| Material |
Thermal Conductivity (W/m·K) |
Primary Application |
Key Advantage |
| Copper C11000 |
380–400 | CPU/GPU cold plates, liquid cooling | Maximum performance: ~2.5× the conductivity of aluminum; eliminates the need for fans in high-power applications. |
| Aluminum 6061-T6 |
155–170 | General electronics, enclosures | Balanced standard: Excellent machinability and structural strength; the default choice for most custom designs. |
| Aluminum 6063-T5 |
200–210 | Air-cooled parallel fin arrays | High conduction: Better thermal efficiency than 6061, but softer; ideal for straightforward fin geometries. |
| Aluminum 7075-T6 |
130–150 | Load-bearing chassis components | Structural strength: Highest mechanical strength for rugged environment defense hardware; accepts a minor thermal penalty. |
| Specialized Alloys (Brass, Stainless Steel, Magnesium Alloys) |
15–120 | Marine, medical, and aerospace | Process flexibility: CNC milling easily cuts precise fins into niche metals that cannot be extruded (e.g., lightweight Magnesium). |
Choose the Appropriate Surface Finishes
| Finish Type |
Emissivity (ε) |
Compatible Materials |
Primary Application |
Effect |
| Black Anodizing (Type II) |
~0.90 (High) | Aluminum (6061, 6063, 7075) | LED housings, passive telecom nodes | Improves passive cooling by 15–25% by maximizing radiation efficiency in still air. Electrically insulating. |
| Clear Anodizing (Type II) |
~0.10 (Low) | Aluminum (6061, 6063, 7075) | Consumer electronics, forced-air systems | Provides corrosion protection while keeping a natural aluminum look; adds no thermal benefit. |
| Hard Anodizing (Type III) |
~0.90 (If dyed) | Aluminum (6061, 7075) | Military, aerospace, rugged outdoor gear | Creates a thick, ultra-wear-resistant layer for harsh environments. Thermal performance matches Type II. |
| Chemical Conversion (Chromate) |
~0.05 (Low) | Aluminum, Magnesium | Grounding components, EMI shielding | Provides a thin protective film with zero thermal resistance. Electrically conductive. |
| Electroless Nickel (ENP) |
~0.10 (Low) | Copper, Aluminum, Brass, Stainless Steel | Copper cold plates, chemical environments | Prevents copper oxidation and protects aluminum against aggressive chemicals. |
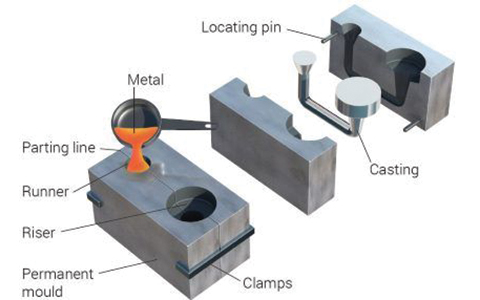
Traditional heat sink manufacturing requires a significant upfront investment in time and money. A custom extrusion die for a specific fin profile costs $2,000 to $5,000 and takes 2 to 4 weeks. Die-casting molds for complex housings escalate to $10,000 to $50,000. In both cases, your heat sink design is locked before you can physically test its cooling performance.
CNC machining requires no molds or dies. The same program used to cut a single prototype heat sink can immediately produce your first 100 production units. If you need to optimize the design, you simply update the 3D model and regenerate the toolpath—a matter of days, not weeks.
Adjust Fin Geometries in Rapid Prototyping
In thermal management, a minor design tweak can make or break performance. If real-world testing shows you need to increase fin height by 3 mm for better natural convection, or tighten the fin pitch by 0.5 mm to increase the surface area:
This flexibility allows to test aggressive thermal designs—like ultra-thin fins or tightly packed arrays—measure the actual temperature drops, and fine-tune the geometry. The only risk is a few days of machine time, not thousands of dollars in wasted tooling.
Risk-Free Transition to Production Batches
When you look at the total real cost—including the price of molds, the secondary machining needed to flatten extruded mounting bases, and the risk of defective parts—CNC heat sinks are highly cost-competitive for volumes up to several thousand units.
While extrusion or die-casting eventually becomes cheaper per piece for tens of thousands of units, using CNC machining for your initial prototypes and early production batches ensures your thermal design is 100% validated. You can confidently invest in expensive production tooling knowing that the heat sink’s fin density, thickness, and base flateness have already been proven to work.

As power densities across frontier industries outpace the limits of standard cooling, off-the-shelf components have become the primary thermal bottleneck. CNC-machined heat sinks solve these extreme thermal challenges by delivering tailored geometries and material properties that traditional extrusion or casting cannot achieve.
1. AI Hardware and Data Centers
2. Electric Vehicles and New Energy
3. 5G Telecom Infrastructure
4. Aerospace and Medical Equipment
5. Defense and Military Electronics
6. Industrial Automation and Robotics
When a server thermal solutions company approached VMT with a copper liquid cooling cold plate design for a next-generation GPU accelerator, the requirements pushed three machining limits simultaneously: 0.3 mm microchannel width in C11000 oxygen-free copper, mounting face flatness of 0.01 mm across a 120 × 80 mm contact area, and a sealed-channel leak rate below 1 × 10⁻⁹ Pa·m³/s under helium testing.
The customer's previous supplier had attempted the part and delivered two results: channels with torn edges from built-up edge on the tool, and a 40% scrap rate that made the program uneconomical beyond prototypes.
The machining difficulty. Copper C11000 is thermally ideal — 400 W/m·K — and mechanically punishing. Its high ductility causes the chip to weld to the cutting edge (built-up edge), degrading surface finish and channel dimensional accuracy within the first few parts. Microchannels amplify the problem: a 0.3 mm end mill has minimal rigidity, and any tool wear or built-up edge immediately deflects the cutter, producing tapered or wandering channels. Copper's high thermal expansion coefficient adds a second challenge — the heat of cutting itself distorts the part, and when the part cools, the channels are no longer where the CNC thought it put them.
VMT's approach. Four decisions resolved the problem:
Result: First article passed helium leak testing. Production run of 500 units completed at a 97.4% first-pass yield. The customer eliminated a post-machining lapping step from their process — the as-machined flatness met the sealing specification without secondary finishing.
As power densities continue to skyrocket across AI, electric vehicles, and aerospace, the margin for thermal error has shrunk to zero. Choosing the right heat sink is about better managing temperatures and securing product reliability. CNC machining the custom heat sinks de-risks the development cycle by offering zero-tooling flexibility during early phases, while providing unmatched thermal efficiency in production. If you are looking for reliable CNC heat sink manufacturers, VMT CNC machining factory provides custom CNC machined heat sinks in aluminum, copper, and specialty alloys for electronics thermal management. And microchannel capability down to 0.3 mm, surface finishing coordination, and DFM support from prototype through production. Welcome to submit your heat sink design for a DFM review.

What is the typical lead time for a custom CNC heat sink?
Prototypes can usually be programmed, machined, and finished within 3 to 7 days, depending on the complexity of the fin geometry. Compared to the 2-to-6-week waiting period for custom extrusion dies or casting molds, CNC gets parts onto your test bench significantly faster.
What dimensional tolerances can CNC machining hold on fin arrays?
CNC milling routinely holds tolerances of ±0.05 mm on fin thickness and spacing, and down to ±0.02 mm on the flatness of the component mounting face. This precision is an order of magnitude tighter than standard extrusion, ensuring perfect contact with your thermal interface material (TIM).
Can features be machined on both sides of the heat sink base plate?
Yes. Unlike extrusion, which is strictly limited to a constant cross-section, CNC allows for multi-axis or secondary setups. You can machine thin cooling fins on the top side, and flip the part over to mill intricate pockets, step-downs, or specialized mounting pedestals on the bottom face to match complex PCB layouts.
How can I optimize a CNC heat sink design to reduce machining costs?
How does CNC machining handle weight reduction for aerospace or portable hardware?
CNC milling excels at "pocketing"—removing non-structural metal from the base plate or frame where heat flux is low. By thinning the areas that do not directly participate in heat conduction, it can shave up to 30–40% off the total weight without sacrificing thermal performance.
Is a CNC heat sink suitable for high-vibration or rugged environments?
Absolutely. Because the heat sink is milled out of a single, continuous block of wrought alloy (like 6061-T6), it has no mechanical joints, pins, or glue layers that could loosen, crack, or fail under severe mechanical shock or continuous vibration. This makes it the default choice for military, automotive, and industrial hardware.
The technical information and manufacturing advice shared on the VMT website are for general guidance only. While we strive for accuracy, VMT does not guarantee that the processes, tolerances, or material properties mentioned are applicable to every specific project. Any reliance you place on such information is strictly at your own risk. It is the buyer's responsibility to provide definitive engineering specifications for any production orders. Final specifications and service terms shall be subject to the formal contract or quotation confirmed by both parties.

 +86 15099911516
+86 15099911516



 Read more
Read more