16 years one-stop China custom CNC machining parts factory

Hey there I’m VMT Sam!
With 25 years of CNC machining experience we are committed to helping clients overcome 10000 complex part-processing challenges all to contribute to a better life through intelligent manufacturing. Contact us now
 553 |
Published by VMT at Apr 07 2025 | Reading Time:About 8 minutes
553 |
Published by VMT at Apr 07 2025 | Reading Time:About 8 minutes





Struggling to decide which machining process is right for your manufacturing project? You’re not alone. With so many machining technologies available—from traditional turning to laser beam machining—the choices can be overwhelming. Without the right understanding, you risk wasting time, money, and resources. But here’s the good news: this guide will simplify the complex world of machining operations and help you identify the best solution for your specific needs.
There are two primary categories of machining processes: traditional and non-traditional. Traditional processes include turning, milling, drilling, grinding, and sawing. Non-traditional processes include EDM, laser beam machining, ultrasonic machining, and more. Each method is suited to specific materials, tolerances, and design complexities.
Now that you have a basic understanding of machining categories, let’s break them down further—starting with what machining actually is and the critical components that make up every machining operation.
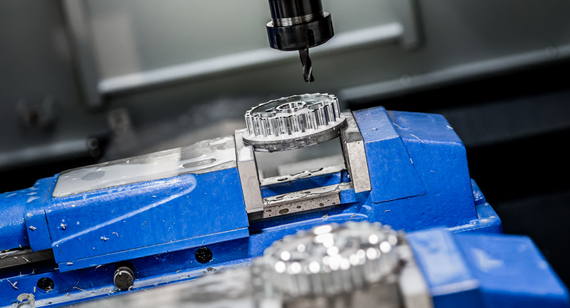
Machining is a subtractive manufacturing process used to shape raw materials into precise final parts by removing unwanted material. This is typically done using cutting tools that are guided manually or via computer-controlled systems (CNC). Machining is a critical operation in industries that demand high precision, such as aerospace, automotive, electronics, and medical device manufacturing. Whether producing simple or complex parts, machining helps manufacturers achieve exceptional dimensional accuracy, tight tolerances, and smooth surface finishes that many other processes cannot deliver.
Machining can involve a wide range of operations—from turning, milling, and drilling to more advanced methods like laser or electrical discharge machining (EDM). Each process involves a controlled cutting tool that either rotates or moves in relation to the workpiece to carve out the desired geometry. As technologies have evolved, machining has transitioned from being a purely manual operation to being driven by CNC (Computer Numerical Control), allowing for high-volume, repeatable, and automated production.

At its core, machining involves the coordination of several key elements, all working together to produce consistent, high-quality parts. Understanding each of these components is essential to optimizing efficiency, reducing costs, and ensuring product quality. Let’s look at the essential parts of a successful machining system:
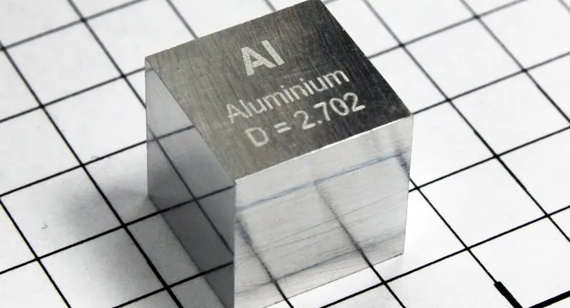
The material you choose significantly affects machining strategy, tool selection, and cycle time. Common materials include:
Each material type behaves differently under stress, heat, and tool pressure, making it important to select machining techniques and tools accordingly.

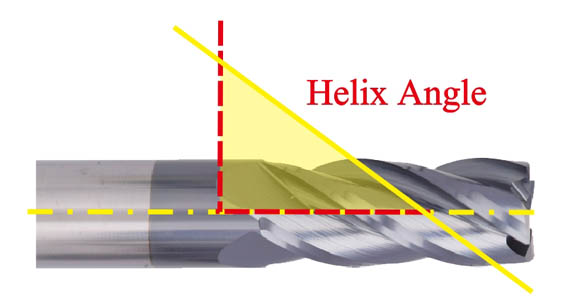
Cutting tools are the heart of the machining process. These tools can be single-point (like in turning) or multi-point (like in milling). Key properties of cutting tools include:
Tool materials range from high-speed steel to carbides and ceramics, and are often coated to improve performance and longevity.
3. Machining Operations
Machining operations are selected based on the required geometry and tolerances of the part. Major categories include:
Each operation demands specific toolpaths, feed rates, and cutting parameters.
4. Machine Tools
Machine tools are the platforms that power and support the cutting tools. The main types include:
Selection depends on the application, required precision, and production volume.
5. Computer Numerical Control (CNC)
CNC systems use pre-programmed code to control the motion of tools with extreme accuracy. This enables:
CNC machining is a cornerstone of custom CNC machining, CNC prototype machining, and production at CNC machining factories that demand speed and precision.
Even the best machining process needs robust quality control to ensure parts meet specifications. QC methods include:
Quality control ensures that CNC machining services deliver reliable, consistent results, especially for industries with tight regulatory demands like aerospace or medical.

Machining plays a vital role in the modern manufacturing landscape. Its purpose extends far beyond simply shaping raw materials—it ensures parts meet strict quality standards, perform as intended, and integrate seamlessly into complex assemblies. Whether you’re working in aerospace, automotive, electronics, or medical devices, machining is essential for converting ideas into physical, functional products. It achieves this through several core objectives:
1. Forming and Sizing
At its most basic, machining is used to form materials into specific shapes and sizes. This includes everything from cylindrical shafts and complex housings to micro-components with tight tolerances. Whether you start with a billet, casting, or extrusion, machining allows you to refine the part geometry to match the desired design.
For example, CNC milling can remove excess material to create intricate 3D contours, while turning operations are used to produce accurate round parts like bushings or spindles. This makes machining ideal for custom CNC machining and CNC prototype machining, where shape precision is paramount.
2. Achieving Dimensional Accuracy
Machining is one of the few manufacturing methods that allows you to achieve extremely tight tolerances, often within microns. This level of accuracy is critical in industries like aerospace and medical, where even the slightest deviation can affect safety or functionality.
Using CNC machining services, manufacturers can control each cut precisely—automated tooling, high-speed spindles, and feedback loops ensure consistent, repeatable performance that meets even the most demanding dimensional requirements.
Surface quality matters. Whether for cosmetic appeal, functional performance (like reduced friction), or improved adhesion, machining enables precise surface finishes. Through grinding, polishing, or finishing passes on CNC mills and lathes, parts can be smoothed to a mirror-like shine or textured to specific roughness standards (Ra values).
This is especially important for metal CNC machining parts in fields like optics, medical instruments, or consumer electronics where appearance and surface behavior are critical.

4. Material Removal
Machining is fundamentally a material removal process, used to selectively subtract unwanted portions of a workpiece. Unlike additive manufacturing (like 3D printing), which builds from the ground up, machining starts with a solid block or rod and carves out the final part.
This subtractive nature makes it ideal for prototyping and low- to mid-volume production, especially when parts must meet high structural or mechanical demands.
5. Material Utilization
Although machining generates waste material (chips), modern CNC machining factories are designed to maximize material efficiency through smart nesting, optimized toolpaths, and advanced CAM software. Machining is also versatile across materials—aluminum, stainless steel, titanium, brass, and even engineered plastics are all compatible.
This flexibility allows manufacturers to adapt machining operations for different project needs and material constraints.
6. Customization and Flexibility
One of the biggest advantages of machining is its ability to support custom, one-off, or small-batch production. Custom CNC machining allows engineers to rapidly iterate prototypes or produce custom parts without expensive tooling or molds.
From unique geometries to tailored finishes, machining services offer the flexibility needed to meet evolving customer demands or rapid design changes.
7. Cost Effectiveness
While high-volume production may benefit from molding or stamping, machining is often more cost-effective for low to medium runs, especially when precision, complexity, or customization is required. CNC machining also reduces labor costs through automation and minimizes scrap by optimizing tool paths and material usage.
For CNC prototype machining or short runs, it provides an ideal balance of precision and affordability.
8. Integration with Other Processes
Finally, machining often works as part of a larger manufacturing workflow. Machined parts can be post-processed through anodizing, plating, or coating. Machining also complements casting, forging, and additive manufacturing by providing finishing touches that improve accuracy or surface quality.
In integrated production lines, CNC machining is often the final stage that brings parts up to spec, especially for critical applications in defense, aviation, and robotics.
Machining is the process of shaping raw materials into desired components using tools and machinery. From traditional cutting to advanced non-contact techniques, machining operations are essential for producing precise parts across industries. With the rise of CNC machining, the variety of processes now extends from high-speed turning to laser beam micromachining.
This guide classifies 17 machining processes into conventional and unconventional types to help you understand their roles, strengths, and limitations.
Conventional Machining Processes
Conventional machining involves the use of mechanical energy via cutting tools. These operations remain the backbone of CNC machining parts manufacturing, known for their simplicity, precision, and reliability.
1. Turning: What Is It, and Why Is It Essential in CNC Machining?
What is turning?
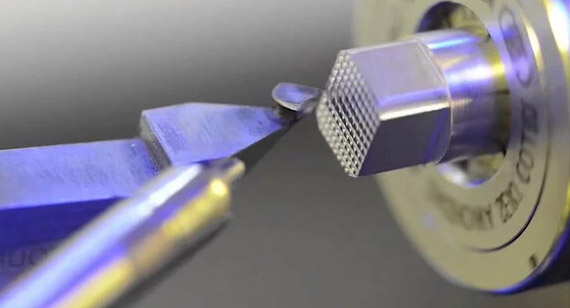
Turning is one of the most fundamental and widely used machining operations. In this process, a cutting tool—typically a non-rotary insert—removes material from a rotating workpiece to shape it into the desired form. The process is commonly executed on a lathe or CNC turning center, where the tool moves linearly while the part spins. Turning is especially effective for generating cylindrical parts, both external and internal, such as shafts, pins, threads, and bores.
There are several subtypes of turning, including facing, taper turning, grooving, parting, and threading. In modern machining, CNC turning machines enhance the efficiency and precision of this operation, making them a key player in custom CNC machining services, especially when producing large volumes of CNC machined parts.

Pros of Turning
Disadvantages of Turning
Common Applications of Turning
Turning is used across virtually every manufacturing sector, particularly where cylindrical precision components are required:
In summary, turning remains a cornerstone of machining operations and is frequently combined with milling in CNC machining factories to produce highly complex parts efficiently. It's particularly valuable for custom CNC turning projects and large-scale production in industries demanding tight tolerances and consistent quality.
2. Milling: What Is It and How Does It Shape Modern Manufacturing?
What is milling?
Milling is a machining process where a rotating multi-point cutting tool is moved across a stationary or slowly moving workpiece to remove material and form the desired shape. Unlike turning—which rotates the part—milling rotates the tool, offering greater flexibility in part geometry. It is ideal for producing flat surfaces, slots, pockets, complex 3D contours, and irregular profiles.
Modern milling operations are primarily carried out on CNC milling machines or machining centers, which allow for programmable multi-axis movement (commonly 3-axis, 4-axis, or 5-axis). These machines are central to custom CNC machining, CNC prototype machining, and precision parts manufacturing across industries.

Pros of Milling
Disadvantages of Milling
Common Applications of Milling
Milling is one of the most widely used machining operations due to its flexibility in design and accuracy. Common uses include:
Whether it's producing prototypes or final assemblies, milling is indispensable in CNC machining services for industries demanding high complexity and accuracy. Combined with turning or grinding, it enables the production of fully finished parts in a CNC machining factory setup.
3. Drilling: What Is It and How Is It Used in CNC Machining?
What is drilling?
Drilling is a machining process that creates round holes in a solid material using a rotating, pointed cutting tool—typically a twist drill. This operation is one of the most fundamental and widely used techniques in both manual and CNC machining, playing a key role in manufacturing CNC machining parts for nearly every industry.
In a CNC machining factory, drilling is typically integrated with milling or turning operations, allowing the entire part to be machined in a single setup. Drilling may also include related operations such as reaming, tapping, boring, and counterboring, depending on hole size, finish, and function.

Pros of Drilling
Disadvantages of Drilling
Common Applications of Drilling
Drilling is integral to nearly all manufactured parts, especially those requiring fasteners, shafts, or mechanical assemblies. Applications include:
Drilling is a cornerstone operation in custom CNC machining, known for its efficiency and precision. When integrated into a broader CNC machining services workflow—alongside milling, turning, or grinding—it ensures seamless production from raw material to final part.
4. Grinding: What Is It and How Is It Used in CNC Machining?
What is grinding?
Grinding is a precision machining process that uses an abrasive wheel as a cutting tool to remove very small amounts of material from a surface. Unlike conventional cutting methods like turning or milling, grinding is primarily used for finishing, achieving tight tolerances, and producing ultra-smooth surface finishes. It is commonly applied in CNC machining services for parts that demand exceptional dimensional accuracy and minimal surface roughness.
In a CNC machining factory, grinding often follows primary machining operations and is considered a secondary or finishing process. There are various grinding methods including surface grinding, cylindrical grinding, centerless grinding, and internal grinding, each suited for specific geometries and tolerances.

Pros of Grinding
Disadvantages of Grinding
Common Applications of Grinding
Grinding is often used where surface quality, tight tolerances, or part hardness are critical. Common applications include:
In the world of machining operations, grinding plays a critical finishing role in producing CNC machining parts that meet demanding standards. It’s a must-have process in any custom CNC machining workflow that prioritizes durability, fit, and finish—especially for parts that can’t afford even the smallest deviation.
5. Sawing: What Is It and How Is It Used in Machining?
What is sawing?
Sawing is a material separation process in which a cutting blade or toothed band is used to divide raw stock into smaller sections or desired lengths. In the context of machining operations, sawing is often the first step in preparing workpieces before further processing such as CNC machining, milling, or grinding. It’s a fast and cost-effective method for cutting bars, tubes, plates, and profiles made from a wide range of materials including metals, plastics, and composites.
There are several sawing methods used in machining environments, such as band sawing, circular sawing, cold sawing, and power hacksaws. While not as precise as CNC-controlled processes, sawing plays a crucial role in material preparation in both manual and automated CNC machining factories.
Pros of Sawing
Disadvantages of Sawing
Common Applications of Sawing
Sawing is commonly used across industries as a pre-processing operation before final CNC machining steps. Applications include:
In modern CNC machining factories, sawing is often integrated into production workflows to handle bulk cutting and material prep efficiently. While it doesn’t deliver the tight tolerances of advanced CNC machining processes, it plays a vital foundational role—making it one of the most relied-upon machining operation types for fast throughput and pre-machining efficiency.
6. Broaching: What Is It, and How Does It Fit in Modern Machining?
What is broaching?
Broaching is a precision machining process that uses a toothed cutting tool called a broach to remove material in a single pass. The broach moves linearly across or through a workpiece to cut internal or external complex profiles, such as keyways, splines, slots, and non-circular holes. Broaching is known for its ability to achieve high dimensional accuracy and surface finish in a fast, consistent operation.
Broaching can be classified into two main types:
This process is often used in high-volume production due to its speed, repeatability, and suitability for mass production of identical parts. It's widely used in CNC machining factories where fine tolerances and specialized shapes are required.
Advantages of Broaching
Disadvantages of Broaching
Common Applications of Broaching
Broaching is commonly applied in industries where precision, volume, and repeatability are paramount. Common applications include:
In modern CNC machining services, broaching plays a strategic role in production lines that demand consistency, accuracy, and shape complexity—especially for internal profiles that are otherwise difficult to achieve. While it may not be the go-to process for every part, it’s indispensable for specific high-precision operations.
7. Planing: What Is It, and How Is It Used in Machining?
What is planing?
Planing is a traditional machining operation used to remove material from flat or contoured surfaces using a single-point cutting tool. Unlike milling or grinding where the tool moves, in planing, it is typically the workpiece that moves back and forth on a reciprocating table while the cutting tool remains stationary (or makes minor feeding movements). The primary goal of planing is to achieve flat, smooth surfaces on large, heavy workpieces that cannot be easily mounted on other machine tools.
Planing was once widely used for machining large steel or cast iron components but is now often replaced by more versatile or automated processes like CNC milling. However, it still holds relevance in specific heavy-duty applications or in custom CNC machining factories where ultra-large flat surfaces are needed.
Advantages of Planing
Disadvantages of Planing
Common Applications of Planing
While less common in modern shops, planing still plays a role in heavy manufacturing and repair workshops for oversized parts. Common applications include:
Planing may not be the fastest or most automated method in the era of modern CNC machining services, but it remains relevant when machining large flat surfaces that require precision but are too massive for milling tables. For CNC machining factories involved in custom large-part fabrication, planing can still be a valuable and cost-effective solution.
Non-Conventional Machining Processes
Non-conventional machining processes—also known as advanced or modern machining techniques—are specifically designed to handle materials and geometries that traditional machining can't efficiently manage. These processes use electrical, chemical, thermal, or mechanical energy, instead of direct contact between tool and workpiece. They are essential in custom CNC machining, CNC prototype machining, and industries requiring high precision, such as aerospace, medical devices, and electronics.
8. What Is Electrical Discharge Machining (EDM)?
Electrical Discharge Machining (EDM) is a non-conventional machining process that removes material from a conductive workpiece using a series of rapidly recurring electrical discharges (sparks). It does not require mechanical force or cutting edges, making it ideal for complex geometries, delicate parts, and very hard materials. EDM is widely used in industries where extreme precision is needed, such as aerospace, mold-making, and medical devices.
")
Advantages of EDM
Disadvantages of EDM
Applications of EDM
EDM stands out in the world of custom CNC machining and precision engineering where traditional tools fall short. As part of a modern CNC machining service offering, it plays a crucial role in the production of advanced and intricate CNC machining parts. Let me know if you'd like to continue with Chemical Machining next.
9. What Is Chemical Machining?
Chemical machining (CHM), also known as chemical milling or etching, is a non-conventional subtractive manufacturing process that removes material from a metal surface using controlled chemical reactions. It involves masking areas of a workpiece, applying a chemical etchant to exposed surfaces, and precisely dissolving targeted material. This process is ideal for creating shallow profiles, intricate patterns, and lightweight structures—especially in industries like aerospace and electronics.
Advantages of Chemical Machining
Disadvantages of Chemical Machining
Applications of Chemical Machining
Chemical machining is a valuable technique in custom CNC machining and CNC prototype machining, especially for complex components requiring delicate features and lightweight structures. While it isn’t a replacement for high-precision CNC machining services, it complements traditional techniques in industries where weight, flexibility, and stress-free material processing are critical.
Let me know if you'd like to continue with Electrochemical Machining (ECM) next.
10. What Is Electrochemical Machining (ECM)?
Electrochemical Machining (ECM) is a non-traditional machining process that removes metal by anodic dissolution using an electrolyte and electrical energy. ECM is often compared to electrical discharge machining (EDM), but unlike EDM, there is no heat or spark generation. It is especially suited for hard-to-machine materials and complex geometries that require precise, burr-free finishes—making it ideal for high-end CNC machining applications in aerospace, automotive, and medical fields.
Advantages of Electrochemical Machining (ECM)
Disadvantages of Electrochemical Machining (ECM)
Applications of Electrochemical Machining (ECM)
Electrochemical Machining is a strategic choice when traditional CNC machining services can't meet the demands for high precision, intricate geometries, or superior surface finishes—especially in advanced engineering materials. It complements the capabilities of a high-end CNC machining factory by offering options where mechanical and thermal limitations restrict performance.
Would you like to continue with Abrasive Jet Machining (AJM) next?
11. What Is Abrasive Jet Machining (AJM)?
Abrasive Jet Machining (AJM) is a non-traditional machining process that uses a high-velocity stream of gas (usually air or CO₂) mixed with fine abrasive particles to remove material from the workpiece. This technique is commonly used for cutting, cleaning, polishing, deburring, and etching delicate or hard-to-machine materials, especially in custom CNC machining applications that require precision without inducing thermal or mechanical stress.
Advantages of Abrasive Jet Machining (AJM)
Disadvantages of Abrasive Jet Machining (AJM)
Applications of Abrasive Jet Machining (AJM)
Abrasive Jet Machining plays a critical role in CNC machining services when conventional machining might damage the workpiece. It's especially useful in a CNC machining factory offering specialty processes for difficult materials, intricate designs, or sensitive surfaces. While it won’t replace high-speed milling or turning, AJM is a powerful tool in the right application—especially for CNC prototype machining or low-volume, high-precision work.
Would you like to move on to Ultrasonic Machining (USM) next?
12. What Is Ultrasonic Machining (USM)?
Ultrasonic Machining (USM) is a non-traditional machining process that removes material from a workpiece using high-frequency (ultrasonic) vibrations—typically in the range of 20–40 kHz—combined with a slurry of abrasive particles. These particles are accelerated by the vibrating tool against the work surface, enabling precise machining of hard, brittle, and delicate materials without generating heat. This makes it particularly valuable in industries such as aerospace, electronics, and medical device manufacturing, where custom CNC machining often demands non-thermal methods.
Advantages of Ultrasonic Machining (USM)
Suitable for Hard and Brittle Materials
USM can efficiently machine materials like ceramics, quartz, glass, gemstones, and hardened steels—where conventional machining would fail or crack the material.
No Thermal Damage
Being a cold machining process, USM avoids heat-affected zones (HAZ), distortion, or thermal stresses, which is crucial for machining temperature-sensitive or thin parts.
High Dimensional Accuracy
USM offers excellent precision with tight tolerances, making it ideal for parts that require exact fit and function, such as medical components or microelectronics.
Minimal Tool Wear
Since the tool doesn’t directly cut but rather vibrates and transmits energy through abrasives, wear is slow and predictable, especially when compared to traditional cutting tools.
Excellent Surface Finish
The abrasive action produces a smooth surface finish, particularly beneficial in optical components or aesthetic industrial parts.
Capability to Drill Non-Circular Holes
USM can create complex or irregular geometries, such as square, triangular, or intricate holes, with the proper tooling.
Disadvantages of Ultrasonic Machining (USM)
Low Material Removal Rate (MRR)
USM is inherently slower than most conventional or thermal-based machining processes, making it inefficient for high-volume or large-material-removal jobs.
Limited to Brittle or Hard Materials
Soft materials like plastics or mild steel don’t respond well to USM, limiting its versatility for general CNC machining parts production.
Tool Design Complexity
Tooling must be specifically designed for each shape, and creating complex USM tools can be time-consuming and expensive.
High Equipment Cost
While the tools last long, USM machines and maintenance can be costly compared to traditional milling or turning setups in a CNC machining factory.
Not Suitable for Deep Cavities
Because of tool vibration constraints and slurry flow limitations, deep holes or cavities may not be effectively machined.
Slurry Disposal and Maintenance
Abrasive slurry requires frequent replacement and safe disposal, adding to the overall cost and environmental impact.
Applications of Ultrasonic Machining (USM)
Aerospace Components
Drilling and shaping of ceramic matrix composites and hardened alloys used in turbine blades and high-stress aerospace parts.
Medical Devices
Precision machining of surgical tools, implants, and dental components made from ceramics and titanium that require high surface finish.
Microelectronics
Creation of micro-holes and intricate features in glass or silicon wafers used in semiconductors and circuit boards.
Jewelry and Gemstone Shaping
Cutting and engraving precious stones like sapphire, ruby, and diamond, where heatless and chip-free machining is critical.
Optical and Scientific Instruments
Machining of lenses, mirrors, and laser components with ultra-smooth finishes and accurate shapes.
Glass and Ceramic Components
Used to produce glass nozzles, ceramic dies, and intricate lab equipment that require high dimensional control without cracking.
Ultrasonic Machining is a niche but powerful process within CNC machining services, especially for precision components made of non-metallic or exotic materials. While it may not replace high-speed turning or milling, it provides unmatched control and finish when traditional methods are not viable. For companies offering CNC prototype machining, USM adds value in high-tolerance, custom part fabrication—often as a complement to other machining technologies in a full-service CNC machining factory.
Would you like to continue with Electron Beam Machining (EBM) next?
13. What is Electron Beam Machining (EBM)?
Electron Beam Machining (EBM) is an advanced, non-traditional machining process that uses a focused beam of high-velocity electrons to remove material from a workpiece. These electrons strike the surface with immense energy, rapidly heating and vaporizing localized areas. Conducted in a vacuum chamber, EBM provides precise and clean cuts in hard or high-strength materials, making it ideal for specialized industries like aerospace, medical, and microelectronics.
This process aligns with the highest levels of CNC machining services, especially where extreme accuracy, minimal thermal distortion, or micro-features are required in custom CNC machining applications.
Advantages of Electron Beam Machining (EBM)
Extremely High Precision
The focused beam enables ultra-fine cuts and holes with tolerances often within a few microns, making it excellent for CNC prototype machining and micro-part fabrication.
Works on Hard and Refractory Materials
EBM is capable of machining materials that are difficult to machine using traditional methods, including titanium, tungsten, and high-strength steel—all commonly used in CNC machining parts for aerospace or medical applications.
Minimal Tool Wear
Since there is no physical tool contact, there is virtually no wear and tear, reducing tool replacement costs and allowing for consistent output.
Very Narrow Heat-Affected Zone (HAZ)
Due to the focused energy and quick interaction time, the HAZ is minimal, reducing risk of warping, distortion, or micro-cracking.
High Aspect Ratio Features
Deep, narrow holes with excellent wall definition are achievable, ideal for cooling channels in aerospace parts or injection molds.
Vacuum Operation
Conducting EBM in a vacuum prevents oxidation and contamination—crucial for cleanroom manufacturing or electronic component processing.
Disadvantages of Electron Beam Machining (EBM)
High Initial Cost
EBM systems require expensive vacuum chambers, power supplies, and electron beam generators, making initial setup costly—often feasible only for high-value or high-precision projects.
Limited to Conductive Materials
Since the electron beam relies on electrical conductivity, non-conductive materials like plastics or glass cannot be machined using EBM.
Slow Material Removal Rate (MRR)
While extremely accurate, EBM is not ideal for large-scale material removal or high-throughput production, limiting its use in some CNC machining factory environments.
Vacuum Requirement
Operating in a vacuum makes the process slower and restricts it from being a continuous inline operation like some traditional methods.
Specialized Safety and Maintenance
Handling high-energy electron beams and vacuum systems requires trained personnel and strict safety standards, increasing operational complexity.
Not Suitable for Large Workpieces
The size of the vacuum chamber limits the dimensions of the parts that can be machined.
Applications of Electron Beam Machining (EBM)
Aerospace and Defense
Drilling cooling holes in turbine blades, cutting titanium and nickel superalloys used in jet engines and structural components.
Medical Devices
Precision cutting of stents, surgical instruments, and implants made from titanium and high-grade stainless steel.
Electronics and Microfabrication
Producing micro-holes, slots, and thin-wall structures in semiconductor components and sensor casings with high accuracy.
Nuclear Applications
Machining of reactor components that use high-performance alloys resistant to radiation and heat.
Tool and Die Manufacturing
High-precision slotting and fine feature production in carbide and hardened tool steels used in molds and stamping dies.
Automotive Industry
Manufacturing of critical powertrain and fuel system components requiring micron-level precision and clean finishes.
Electron Beam Machining is not a mainstream method like milling or turning, but it plays a critical role in high-performance CNC machining parts where material integrity and ultra-fine detail are essential. For companies offering custom CNC machining solutions or operating a CNC machining factory focused on aerospace, defense, or medical sectors, EBM offers a competitive edge in precision manufacturing.
Would you like to move on to Laser Beam Machining (LBM) next?
14. What is Laser Beam Machining (LBM)?
Laser Beam Machining (LBM) is a thermal, non-conventional machining process that uses a highly focused laser beam to heat, melt, and vaporize material from a workpiece. The process relies on the high energy density of a laser to remove material in a controlled and precise manner, without physical contact or mechanical force. LBM is widely used for cutting, drilling, marking, and engraving, especially for intricate designs and fine tolerances.
LBM is especially advantageous in industries requiring tight tolerances and clean edges—making it an ideal partner to custom CNC machining in fields like aerospace, medical, automotive, electronics, and defense.
Advantages of Laser Beam Machining (LBM)
Precision and Accuracy
LBM allows micron-level accuracy and intricate detailing, especially beneficial for complex or miniaturized components. It's often used in high-tolerance CNC machining services and prototype CNC machining.
Non-Contact Machining
Since there’s no physical tool contact, there is no tool wear, reducing maintenance and replacement costs.
Wide Range of Materials
LBM can process metals, plastics, ceramics, and composites—providing extreme flexibility, especially when machining multi-material assemblies.
Narrow Heat-Affected Zone (HAZ)
The localized heat input minimizes distortion and thermal stress, maintaining the material’s structural integrity—a critical factor in precision CNC machining parts.
Minimal Finishing Required
Due to the clean nature of the laser cut, many parts require little or no post-processing.
Highly Automated
Easily programmable for integration with CNC machining factory setups and CAM software, making it ideal for high-throughput and scalable production.
Suitable for Micro-Machining
Especially in industries like electronics or medical devices, where holes or slots smaller than 0.1 mm are required.
Disadvantages of Laser Beam Machining (LBM)
High Initial Cost
Laser machines and their associated systems (cooling, power supply, safety shielding) require significant investment—often limiting access for smaller machine shops.
Limited Material Thickness
While excellent for thin materials, LBM struggles with thick sections or hard-to-vaporize materials, especially when high material removal rates are needed.
Reflective Materials
Materials like copper or aluminum can reflect laser beams, making them more difficult (but not impossible) to process efficiently.
Heat-Related Issues
Though the HAZ is small, localized melting and thermal stress can still occur—potentially affecting material properties or creating micro-cracks if not well controlled.
Fume and Gas Control
The vaporization process creates fumes that must be extracted and filtered, especially when machining plastics or composites.
Power Consumption
High-powered lasers consume significant energy, impacting operational costs over time.
Applications of Laser Beam Machining (LBM)
Aerospace Industry
Used for cutting titanium alloys, drilling cooling holes in turbine blades, engraving serial numbers, and trimming composite materials.
Medical Devices
Micromachining of stents, surgical tools, implant components, and drug delivery devices requiring high precision and biocompatible materials.
Electronics and Microtechnology
Drilling micro-holes in circuit boards, trimming resistors, marking ICs, and manufacturing sensors or MEMS components.
Automotive Sector
Cutting sheet metal for body parts, trimming airbag housing, laser welding components, and marking engine serial numbers.
Tool and Die Industry
Engraving, marking, and producing complex die features in hardened steels and carbides.
Jewelry and Watches
For high-end detailing, engraving, and precision cutting of precious metals and fine components.
Defense and Optics
Creating ultra-precise bores and structural elements for targeting and surveillance systems.
Laser Beam Machining is a vital addition to the world of machining technologies, offering unmatched precision, speed, and versatility. For businesses involved in custom CNC machining or seeking to deliver fine-featured, high-performance CNC machined parts, LBM brings a layer of flexibility and sophistication that few other processes can match.
Would you like to explore the next process—Water Jet Machining (WJM)?
15. What is Water Jet Machining (WJM)?
Water Jet Machining (WJM) is a cold-cutting, non-conventional machining process that uses a high-pressure stream of water—sometimes mixed with abrasive particles—to cut through materials. This technique is highly versatile and suitable for a wide range of materials, including metals, plastics, glass, ceramics, composites, and stone. It stands out as an ideal method when heat-sensitive materials must retain their mechanical and structural properties after machining.
Water jet machining is often integrated into CNC machining services due to its precision, material flexibility, and environmental friendliness. It complements custom CNC machining projects where complex geometries or tight tolerances are required without inducing heat-related distortions.

Advantages of Water Jet Machining
No Heat-Affected Zone (HAZ)
Because it is a cold-cutting process, WJM eliminates the risk of thermal distortion, hardening, or stress cracks—making it suitable for metals like aluminum, titanium, and hardened steels used in CNC machining parts.
Cuts Virtually Any Material
WJM is effective for hard, soft, brittle, and layered materials, including ceramics, glass, rubber, wood, stone, composites, and metal alloys.
Precision and Intricacy
It allows for extremely fine, detailed cuts with tolerances as tight as ±0.1 mm, useful for CNC prototype machining and parts requiring detailed internal geometry.
Environmentally Friendly
No need for cutting fluids or lubricants, and it generates no harmful fumes, making it a greener alternative to laser or plasma cutting.
Minimal Tool Wear
Since the tool is simply a jet of water and abrasive, tool replacement and maintenance costs are minimal.
Multi-layer Cutting
Capable of cutting through stacked materials or composites in a single operation.
Disadvantages of Water Jet Machining
High Operating Costs
The process requires a high-pressure pump system, abrasive materials (e.g., garnet), and significant amounts of water, contributing to high operational expenses.
Slower Than Laser or Plasma Cutting
WJM is generally slower in cutting speed compared to thermal-based methods, especially on thick or dense materials.
Surface Finish May Vary
Depending on the material and jet parameters, surface finish may not always meet final requirements without secondary finishing operations.
No Sharp Internal Corners
Due to the diameter of the water jet, achieving perfectly sharp internal corners can be difficult.
Not Ideal for Very Thick Hard Metals
Although it can cut thick materials, cutting extremely hard or thick metals (over 6 inches) takes significantly more time and abrasive material.
Abrasive Disposal
Used abrasives and water need to be filtered and properly disposed of to comply with environmental regulations.
Applications of Water Jet Machining
Aerospace Industry
Cutting titanium and aluminum alloys, composite fuselage panels, and insulation foam without altering material properties.
Automotive Manufacturing
Producing interior parts, gaskets, brackets, dashboards, and cutting carbon fiber-reinforced plastic (CFRP) parts.
Architecture and Construction
Precision cutting of marble, granite, tile, and glass for custom flooring, facades, and artistic installations.
Medical Equipment Manufacturing
Creating implants, surgical instruments, and customized components with clean, burr-free finishes.
Electronics and Electrical Components
Cutting enclosures, circuit boards, and insulators from delicate materials without causing thermal damage.
Custom CNC Machining Projects
Ideal for CNC machining factories requiring cold-cut precision, especially during early-stage prototyping or short production runs.
Defense and Military Equipment
Cutting armor plating and composite components used in vehicles and personal protection gear.
Water Jet Machining serves as an essential method in modern machining technology, particularly when working with heat-sensitive or composite materials. Its cold-cutting nature makes it an excellent choice alongside traditional and CNC-based processes, allowing manufacturers to expand design possibilities while maintaining high-quality output.
Would you like to continue with Ion Beam Machining (IBM) next?
16. What is Ion Beam Machining (IBM)?
Ion Beam Machining (IBM) is an advanced, non-conventional machining process that uses a focused beam of high-energy ions (typically Argon) to remove material from a workpiece at the atomic or molecular level. IBM is typically used in nanotechnology, semiconductor manufacturing, and microelectromechanical systems (MEMS), where ultra-precise material removal and surface structuring are required.
This method is not as common as processes like EDM or laser machining, but it plays a vital role in applications that demand extremely high precision and cleanliness—especially where conventional CNC machining services fall short due to scale or sensitivity.
Advantages of Ion Beam Machining
Atomic-Scale Precision
IBM provides sub-micron to nanometer-level accuracy, making it ideal for ultra-fine etching and finishing operations.
No Mechanical Contact
As a non-contact method, there's no mechanical stress or tool wear, which is beneficial for delicate or micro-scale components like sensors and microchips.
Extremely Clean Process
Ion beam machining is conducted in a vacuum chamber, eliminating contamination and oxidation. This makes it suitable for high-purity materials in semiconductor or aerospace components.
Controlled Surface Modification
It can finely alter surface characteristics, including roughness, texture, and composition, which is essential for precision optics, thin films, and coatings.
Ideal for Hard or Brittle Materials
IBM can machine materials that are difficult to cut using traditional tools, such as sapphire, quartz, and hard ceramics.
Disadvantages of Ion Beam Machining
High Cost and Complexity
Equipment for IBM is extremely expensive and requires a cleanroom environment and vacuum systems, making it inaccessible for most CNC machining factories except those in specialized fields.
Slow Material Removal Rate
Due to its atomic-level removal method, IBM is a time-consuming process and not suitable for bulk material removal or large-scale machining operations.
Limited to Flat or Simple Geometries
Since the ion beam works in a straight line and relies on line-of-sight, it’s less effective for complex 3D surfaces or internal features.
Requires Special Expertise
The setup, operation, and process control demand highly skilled operators and engineers, adding to overhead costs.
Not Economical for General Machining
IBM is impractical for producing standard CNC machined parts or large production batches, due to its cost and time constraints.
Applications of Ion Beam Machining
Semiconductor Industry
Precise etching and patterning of silicon wafers and integrated circuits in microelectronics.
Optical Manufacturing
Surface smoothing and shaping of high-end lenses, mirrors, and optical components for laser and aerospace systems.
Microelectromechanical Systems (MEMS)
Patterning and machining of ultra-small components for sensors, actuators, and microfluidic devices.
Surface Treatment in Aerospace & Defense
Tailoring surface properties for specialized satellite or missile components where atomic-scale uniformity is critical.
Nanotechnology and Research Laboratories
Used in experimental setups where material removal must be controlled down to a single atomic layer.
Thin Film Deposition and Modification
IBM is often used for ion milling or ion etching processes in thin film processing, including sputtering and surface structuring.
Ion Beam Machining is not part of mainstream custom CNC machining, but in fields like aerospace, optics, and electronics, it offers unparalleled precision. While it’s cost-prohibitive for most traditional machining operations, it enables the production of components that would be impossible to manufacture through conventional means.
Ready to move on to the final process in this guide—Plasma Arc Machining (PAM)?
17. What is Plasma Arc Machining (PAM)?
Plasma Arc Machining (PAM) is a thermal material removal process that uses a high-velocity jet of ionized gas (plasma) to cut, melt, or vaporize electrically conductive materials. The plasma jet reaches temperatures above 20,000°C, making it extremely effective for machining metals that are difficult to cut by traditional methods, such as stainless steel, aluminum, titanium, and nickel alloys.
PAM is especially valuable in heavy industrial applications, fabrication, and CNC machining factories where speed and thickness-cutting capabilities are key production factors.
Advantages of Plasma Arc Machining
Disadvantages of Plasma Arc Machining
Applications of Plasma Arc Machining
Next, we’ll explore how to choose the best machining process for your specific part requirements—whether you're manufacturing aerospace components, architectural metalwork, or CNC prototype machining projects. Ready to continue?
Micromachining refers to the suite of precision manufacturing processes used to create extremely small, intricate components—typically in the micrometer (µm) or even nanometer range. These methods are designed for manufacturing parts with tight tolerances, fine features, and exceptional accuracy, making them essential in industries like medical devices, aerospace, microelectronics, optics, and biotechnology.
While traditional CNC machining excels at producing mid-to-large-sized parts, micromachining technology is specifically adapted for producing high-precision miniature components, often smaller than a human hair. These processes can be mechanical, thermal, or chemical in nature, and they allow manufacturers to manipulate materials on a micro-scale without compromising performance.

Common Micromachining Methods and Their Applications
1. Micro Milling
2. Micro Turning
3. Micro Drilling
4. Micro Grinding
5. Laser Micromachining
6. Electro Discharge Machining (EDM) – Micro EDM
7. Chemical and Electrochemical Micromachining
Why Micromachining Matters
In an age where miniaturization defines innovation, especially in custom CNC machining, micromachining bridges the gap between prototype development and mass production of highly detailed parts. CNC machining services that offer micromachining unlock capabilities essential for:
What is Precision Machining?
Precision machining is the process of shaping raw materials into exact dimensions and specifications with exceptionally tight tolerances—typically in the range of ±0.001 mm (or even tighter depending on the requirement). It involves the use of advanced CNC machining technology, such as CNC mills, lathes, grinders, and EDM machines, to create high-performance, intricate parts with consistent accuracy.
Unlike standard machining operations, which are adequate for general manufacturing needs, precision machining is required when failure is not an option—such as in medical implants, aerospace fasteners, or defense applications. It requires expert-level control over cutting speeds, tool paths, and temperature, as even a tiny error could render a part unusable.
This type of machining often incorporates 3D CAD models, CNC prototype machining, strict quality control, and state-of-the-art CNC machining services. It is widely used in both prototyping and full-scale production runs and is an essential process in industries where quality, safety, and performance are paramount.
Key Applications for Precision Machining
Precision machining plays a critical role across multiple industries. Below are some of the most important application areas:
1. Aerospace Components
Aircraft parts demand zero tolerance for error. From turbine blades and engine housings to structural components and navigation systems, precision machining ensures the components can withstand high pressure, vibration, and extreme temperatures.
Instruments such as orthopedic implants, surgical tools, pacemaker housings, and dental devices must be biocompatible, sterile, and built to micrometer accuracy. Custom CNC machining for medical devices meets these critical requirements.

Whether it’s an engine block, gearbox housing, or fuel injector nozzle, automotive parts must be durable, consistent, and cost-effective. Precision machining enables high-volume production of components that meet both safety and performance standards.

4. Electronics
The electronics industry relies on micro-scale machining to produce parts like semiconductor housings, connectors, heatsinks, and circuit board components. These parts must be compact yet extremely reliable—making precision machining ideal.

5. Custom Machinery
Precision-machined parts ensure that custom industrial machines operate smoothly, efficiently, and with minimal maintenance. These machines often require one-off or low-volume components, making CNC prototype machining services crucial.
6. Defense and Military
Weapons systems, communication equipment, and military-grade vehicles require parts that perform under extreme conditions and must meet rigorous standards. Precision machining offers unmatched reliability for mission-critical applications.
7. Optical Instruments
Microscope components, camera lens mounts, and fiber-optic connectors all rely on precision machining for perfect alignment and clarity. Surface finish and dimensional tolerance are vital for optical accuracy.
Precision machining is not just a manufacturing method—it’s a strategic capability. If your project demands consistency, performance, and minimal tolerance for error, precision CNC machining is the solution.

Turning
Milling
Drilling
Grinding
Sawing
Broaching
Planing
Electrical Discharge Machining (EDM)
Chemical Machining
Electrochemical Machining (ECM)
Abrasive Jet Machining
Ultrasonic Machining
Electron Beam Machining (EBM)
Laser Beam Machining (LBM)
Water Jet Machining
Ion Beam Machining (IBM)
Plasma Arc Machining (PAM)
Machining Processes Comparison Table
| Machining Process |
What It Does |
Machines Used |
Applications and Industries |
| Turning |
Rotates the workpiece while a cutting tool removes material. | Lathe, CNC Lathe | Automotive, aerospace, shafts, bushings |
| Milling |
Uses rotary cutters to remove material from a stationary workpiece. | Milling machines, CNC milling machines | Mold making, mechanical parts, dies |
| Drilling |
Creates round holes using a rotating drill bit. | Drill press, CNC drilling machine | Construction, manufacturing, electronics |
| Grinding |
Uses abrasive wheels for fine surface finishing or shaping. | Surface grinder, cylindrical grinder | Tool making, aerospace, precision finishing |
| Sawing |
Cuts materials into smaller sections. | Band saw, circular saw | Metal cutting, wood processing, general manufacturing |
| Broaching |
Uses a toothed tool to remove material for precise internal shapes. | Broaching machines | Keyways, gears, spline cutting |
| Planing |
Moves a cutting tool across a fixed workpiece for flat surfaces. | Planers | Large metal surfaces, structural steel components |
| EDM (Electrical Discharge Machining) |
Removes material by spark erosion between the tool and workpiece. | Wire EDM, sinker EDM | Mold making, aerospace, hard materials |
| Chemical Machining |
Uses chemicals to selectively dissolve material. | Chemical etching equipment | Aerospace parts, nameplates, precision electronics |
| ECM (Electrochemical Machining) |
Dissolves metal using electrolytes and electrical current. | ECM machine | Complex geometries, turbine blades |
| Abrasive Jet Machining |
Propels high-speed abrasive particles to erode material. | Abrasive jet cutting machine | Glass cutting, ceramics, delicate parts |
| Ultrasonic Machining |
Uses high-frequency vibration and abrasives for fine detail machining. | Ultrasonic machining equipment | Precision machining of hard and brittle materials |
| Electron Beam Machining (EBM) |
Uses focused electron beams for high-precision cutting. | Electron beam machine | Micro-drilling, aerospace components |
| Laser Beam Machining (LBM) |
Uses a laser beam to cut, engrave, or weld materials. | CNC laser cutter, fiber laser machine | Medical devices, automotive, micro-machining |
| Water Jet Machining |
Cuts material using high-pressure water (with or without abrasives). | Waterjet cutter | Heat-sensitive materials, stone, glass |
| Ion Beam Machining (IBM) |
Uses a stream of ions to remove atomic layers of material. | Ion beam milling system | Semiconductor, nanofabrication |
| Plasma Arc Machining (PAM) |
Uses a plasma jet to melt and remove material. | Plasma cutter | Sheet metal cutting, automotive, shipbuilding |
When you’re sourcing custom CNC machining parts, choosing the right manufacturing partner can make or break your project. That’s where VMT stands out. Whether you need high-precision prototypes, low-volume production, or mass manufacturing, VMT’s full-service CNC machining factory is built to deliver exceptional quality, fast lead times, and engineering support tailored to your goals.
Start Smart: Why VMT Is the Right CNC Machining Partner
VMT combines cutting-edge machining technology with a team of experts who understand your requirements from the inside out. From CNC prototype machining to end-use production, our team works closely with you to ensure parts meet critical tolerances, surface finishes, and application demands—without unnecessary delays or added costs.
We work with a wide range of materials, including metals (aluminum, brass, stainless steel, titanium) and engineering plastics. This versatility allows us to support nearly every industry, from aerospace and automotive to medical and electronics.
Benefits of Working with VMT
Let’s Build Something Great
Getting started is easy. Share your 2D/3D files and specifications through our instant quote system or email, and our team will respond quickly with pricing, timelines, and expert suggestions to enhance manufacturability.
At VMT, we don’t just make parts—we help bring your ideas to life. Whether it’s the first prototype or the final production run, we are your trusted partner for CNC machining services that never compromise on quality.

When selecting the right manufacturing method, understanding the difference between traditional and non-traditional machining is crucial. Each method has distinct capabilities, suited to different materials, geometries, and production goals. In the world of CNC machining services, both methods have a place—but choosing the right one can affect everything from part quality to production speed and cost-efficiency.
Key Differences Between Traditional and Non-Traditional Machining
| Aspect |
Traditional Machining |
Non-Traditional Machining |
| Complex Shapes | Best for simple to moderately complex geometries | Ideal for intricate, microscopic, or highly detailed forms |
| Surface Finish | Often requires post-processing for smooth finishes | Can achieve ultra-fine or complex surface textures with precision |
| Material Used | Mostly suitable for metals and hard plastics | Works with hard, brittle, heat-sensitive, or exotic materials |
| Machining Speed | Typically faster for high-volume parts | Slower, especially for delicate or detailed work |
| Accuracy | High, but limited by tool wear and vibrations | Ultra-precise, especially in micromachining and fine-feature cutting |
| Material Removal Rate | High; removes large volumes quickly | Lower; material is removed slowly for accuracy and control |
| Cost | More affordable for standard parts and high throughput | Higher cost due to slower speed, advanced equipment, and setup complexity |
| Physical Tool Requirements | Requires physical contact between tool and material (cutting, grinding) | No physical contact—uses energy sources like lasers, waterjets, or chemicals |
Transition: Why This Difference Matters
The decision between traditional and non-traditional machining doesn’t just affect machining speed or cost—it influences design possibilities, performance outcomes, and even long-term part reliability. For industries like aerospace, medical, and defense, non-traditional methods may be essential. For general engineering or automotive parts, traditional machining is often the most efficient path.
Next, let’s explore how to choose the best machining process for your project and how VMT’s custom CNC machining services support both traditional and advanced methods.
The world of machining is vast, ranging from traditional processes like turning and milling to advanced non-traditional methods such as EDM, laser beam machining, and ultrasonic machining. Each process offers unique benefits and limitations, and selecting the right one depends on your project's material, complexity, precision, budget, and production scale.
Traditional machining remains the backbone of industrial manufacturing due to its speed, simplicity, and cost-effectiveness, especially for bulk production and less complex geometries. In contrast, non-traditional machining technologies provide innovative solutions for highly detailed, heat-sensitive, or exceptionally hard materials—making them indispensable in high-tech sectors like aerospace, medical devices, and microelectronics.
When working with custom CNC machining, understanding the type of machining operation you need is essential. This ensures optimal surface finish, tolerance, and production efficiency while keeping costs manageable. Whether you’re creating a prototype or scaling to mass production, the choice between traditional and non-traditional machining methods can significantly influence your outcome.
That’s where VMT CNC machining services come in. As a leading CNC machining factory, we combine precision equipment, expert knowledge, and tailored support to help you bring your parts to life—no matter how complex or customized. From prototype machining to full-scale runs, VMT ensures your parts are built right, on time, and to specification.

Q1: What are the basic elements of machining?
The basic elements of machining include the workpiece material, cutting tool, machine tool, cutting parameters (such as speed, feed, and depth of cut), and coolant or lubrication. These elements work together to shape a part by removing material through controlled operations like turning, milling, or drilling.
Q2: What materials can be machined?
Most engineering materials can be machined, including metals (like aluminum, steel, titanium, copper, brass), plastics (such as ABS, nylon, PEEK), ceramics, and composites. The machinability of each material depends on its hardness, thermal properties, and ductility.
Q3: How do I choose the right machining process?
Choosing the right machining process depends on several factors:
For instance, CNC turning is ideal for cylindrical parts, while EDM is better for intricate shapes and hard materials.
Q4: What is the difference between CNC machining and manual machining?
CNC machining uses computer-controlled machines to automate tool movement, ensuring higher precision, repeatability, and speed. Manual machining relies on operator control and is more suited for simpler or one-off parts but may lack consistency for large batches.
Q5: What are the different machining operations?
Common machining operations include:
Q6: What are the five types of machining operations?
The five primary types of machining operations are:
Q7: What are the three main types of machining techniques?
Machining techniques can be categorized as:
Q8: What are the four machining processes?
The core four machining processes are:
Q9: What are the most common machining operations?
The most frequently used machining operations in manufacturing include turning, milling, and drilling due to their versatility in shaping different materials for a wide range of industries.
Q10: What are machine operations?
Machine operations refer to the set of actions performed by a machine tool to shape or finish a workpiece. This includes material removal, shaping, cutting, and surface refinement tasks like boring, tapping, slotting, and more.
Q11: How many types of milling operations are there?
There are several types of milling operations, including:
Q12: What are the 5 basic machining operations on a lathe?
Basic lathe operations include:
If you’re seeking expert guidance on choosing the right machining operation type for your custom CNC machining needs, VMT CNC machining services is here to help. We specialize in precision CNC machining parts for every industry, from prototyping to full-scale production.

 +86 15099911516
+86 15099911516



 Read more
Read more