
16 years one-stop China custom CNC machining parts factory
The VMT blog is dedicated to sharing our hard-earned knowledge in prototype manufacturing. We hope these articles will help you optimize your product designs and gain deeper insight into the world of rapid prototyping. Enjoy the read!
Get an Instant Quote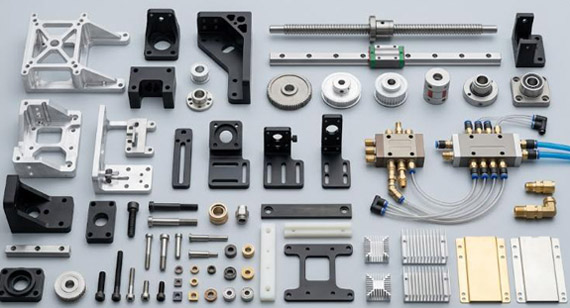
 VMT
VMT  2026 07 22
2026 07 22 When building industrial automation equipments such as aoi inspection stations(automated optical), automated packaging lines or agv warehouse cells, coordinating 300–800 custom machined parts across the whole equipment turns out to be a big roadbl
 66
66
 Read more
Read more
 VMT 2026 07 22
VMT 2026 07 22 Skiing bindings release under extreme loads, where adjusting a toe-lug position by even a tenth of a millimeter can push its release mechanism outside the DIN-certified window—the exact margin that must be defended in every warranty review and safety audit. Across ski bindings, splitboard hardware, snowmobile performance components, and ice-sports equipment, custom CNC machining delivers the tight tolerances safety-critical components demand, the low minimum order quantities (MOQs) seasonal launches rely on, and the exact color consistency (Pantone-matched anodizing) required for brand identity—all without the very high tooling investments of injection molding or die casting. At the end, we will share a case study of how we solved an urgent ski binding project with issues regarding color consistency and accuracy preservation for a European client.
66
Read more
 VMT 2026 07 20
VMT 2026 07 20 This article systematically analyzes four popular aluminum extrusion alloys for CNC machining applications: 6061, 7075, 6005 and 6063. It elaborates on their full-process adaptability, tolerance control standards, surface treatment options and selection to support reasonable material selection for your project. At the end, we will also share a case study on how our factory solved the deformation and precision deviation problems for one of our clients in EV battery industry.
66
Read more
 VMT 2026 07 20
VMT 2026 07 20 This article will introduce the basic definition of connector housings, common types (classified by shape and function), key material selection criteria, and the unique advantages of CNC machined connector shells in custom applications (including cost, flexibility, sealing, and consistency). At the end of the post, we will also share a case study of how our factory solved our client's leakage and seal-groove tolerance issues for waterproof connector housings.
66
Read more
 VMT 2026 07 18
VMT 2026 07 18 ABS offers smooth surfaces, broad colors, and economical mass production. PBT provides better texture and shine resistance. POM feels smooth and low-friction. Aluminum and other metal keycaps support CNC customization, engraved logos, and premium finishes but add weight, cost, and tighter switch-fit requirements.
66
Read more
 VMT 2026 07 17
VMT 2026 07 17 This article will introduce the material selection, geometric shapes, CNC machining, and secondary operations of custom bushings and sleeves. At the end of the article, we will also share a case study of how our factory solved the assembly issue of custom stainless steel wear bushings for an industrial automation equipment client.
66
Read more
 VMT 2026 07 17
VMT 2026 07 17 This comprehensive guide covers precision engineering for custom components, exploring industry applications, aesthetic finishes, functional benchmarks, and key manufacturing recommendations. At the end of this article, we will also share a case study from our machine shop detailing a precision aluminum manufacturing project with assembly problem solving.
66
Read more
 VMT 2026 07 15
VMT 2026 07 15 Aluminum is widely used for custom mechanical keyboard cases because it balances low weight, rigidity, CNC machinability, corrosion resistance, and anodized appearance. For most projects, 6061 is the practical starting point, 6063 suits appearance-focused designs, and 7075 is reserved for applications that genuinely need higher strength. This guide explains why aluminum is popular for mechanical keyboard housings, how the main alloy grades differ, and what you should confirm before choosing a material for your project.
66
Read more






 +86 15099911516
+86 15099911516




